欢迎访问焦作欣扬程煤矿设备有限公司的网站
欢迎访问焦作欣扬程煤矿设备有限公司的网站

- 公司名称:焦作欣扬程煤矿设备有限公司
- 联系人:谢文华
- 手机:15893039168
- 公司地址:博爱县产业集聚区(兴园路南段)
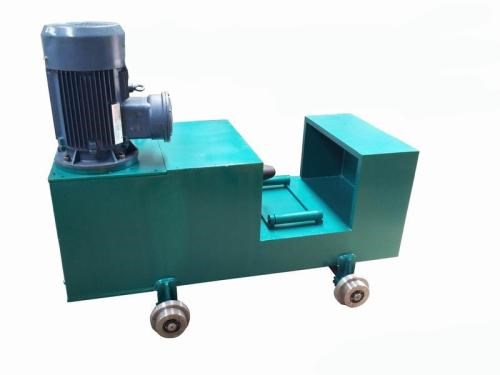
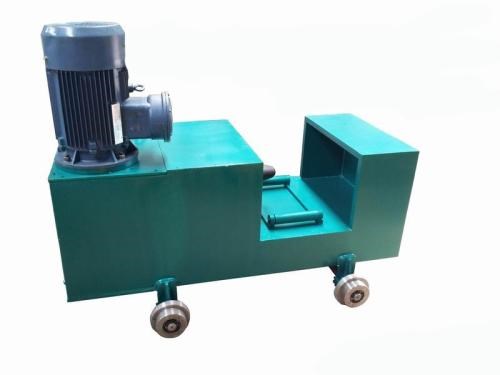
矿车整形机
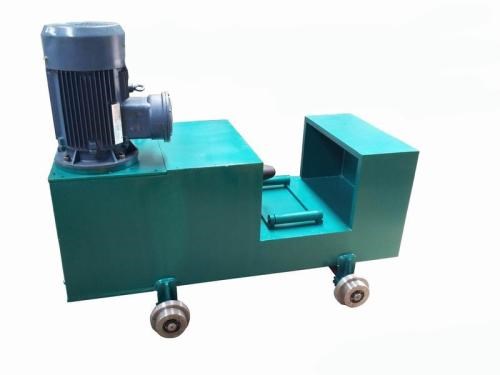
- 产品名称:济源矿车整形机厂家_矿车整形机出售相关-焦作欣扬程煤矿设备有限公司
- 产品价格:面议
- 产品数量:999
- 保质/修期:1
- 保质/修期单位:年
- 更新日期:2021-02-16
产品说明
对边口进行整平或校直边口角铁时,应将油缸B压板换成V型压板,以免把角铁压变形.(二)整体校正将U型弓体置于车箱内,用工作机构上油缸的外端作业.将A缸压板卸下.启动电源,使泵工作!开启横向和垂直两只定位油缸的换向阀,调整工作机构位置,将U型工作机构置于车箱内,A缸外端对准变形部位.(1)使工作油缸A(尖头活塞杆)靠近变形处,活塞杆尖头与被整形部位之间加一垫板!(2)使工作油缸B(缸底圆杆)支撑在娈形处的对面,并加一垫板,以减小对支撑侧的压强,确保不顶坏车箱钢板!
2!矿车在整形过程中掉道时,必须切断电源,采取切实可行的安全措施,再进行处理,并设人监护!3!设备运转期间,严禁任何人穿过设备运行区域.4!工作期间,施工人员必须协调一致,施工期间严禁人员接近整形设备。5.液压系统发生故障时,严禁在工作状态及带压状态下检查和调整.6!矿车整形机设备检修时,应将电动机停止运转,停电动机电源,并挂停电牌,操作控制阀使系统压力卸掉后,方可进行检修.1!检查各部机件和注油时,必须切断电源,停止运转,并挂上停电作业的标志牌.
济源矿车整形机厂家

焦作千斤顶拆缸机哪家好_矿用千斤顶拆缸机厂家-焦作欣扬程煤矿设备有限公司
开启工作油缸A的换向阀,缓慢向外伸出活塞杆,将凹陷部位顶出,并超过标准位置50~90毫米,保持30~60秒以抵消弹形变形!重复以上步骤,对其它部位进行整形!(一)局部整平局部整平作业在工作机构的内端(在U型弓体内)进行!启动电源,使泵工作.开启横向和垂直两只定位油缸的换向阀,调整工作机构位置,将变形部位置于U型弓体内侧两油缸端头压板之间,使工作机构外的压板处于待整形位置.开启工作机构上工作油缸B的换向阀,使工作机构上的油缸B端头压板将变形车箱紧紧压在油缸A的端板上,从而实现整平目的.
必要时,在凸面另一侧加两垫块,使该部位反向过变形10~20毫米,以抵消弹形变形.重复以上步骤,对其它部位进行整平.当对矿车四角进行平整时,应松开移动压板内六角螺栓,将压板向一侧移动,以调整力点!对边口进行整平或校直边口角铁时,应将油缸B压板换成V型压板,以免把角铁压变形.(二)整体校正将U型弓体置于车箱内,用工作机构上油缸的外端作业。将A缸压板卸下!启动电源,使泵工作!开启横向和垂直两只定位油缸的换向阀,调整工作机构位置,将U型工作机构置于车箱内,A缸外端对准变形部位!
如果您想咨询矿车整形机更多信息,请致电文华:15893039168;珍惜与每个对矿车整形机有需求的企业、个人 能有进一步的交流机会,欢迎各大企业、个人光临公司本部,焦作欣扬程煤矿设备有限公司详细地址:博爱县产业集聚区(兴园路南段)。
找济源矿车整形机厂家
焦作欣扬程煤矿设备有限公司是一家着力于研究其他行业专用设备的公司, 经过多年的坚持不懈与努力,公司在业内也算是有属于自己的一片天。 公司多年来一直坚持为客户提供专业、快捷、周到的服务,愿与业内同仁共同致力于行业的进步。 公司主营产品有:矿车整形机,我们在这里等待您的到来!
正宗济源矿车整形机厂家
2!矿车在整形过程中掉道时,必须切断电源,采取切实可行的安全措施,再进行处理,并设人监护.3!设备运转期间,严禁任何人穿过设备运行区域!4!工作期间,施工人员必须协调一致,施工期间严禁人员接近整形设备。5.液压系统发生故障时,严禁在工作状态及带压状态下检查和调整!6!矿车整形机设备检修时,应将电动机停止运转,停电动机电源,并挂停电牌,操作控制阀使系统压力卸掉后,方可进行检修!1。检查各部机件和注油时,必须切断电源,停止运转,并挂上停电作业的标志牌.
河南液压校直机_液压校直机厂家-焦作欣扬程煤矿设备有限公司
一吨矿车的高度长度宽度多?
一吨矿车的高度长度宽18米 3米
挖矿车是怎么弄来的啊
首先你要做了蒸汽骑士(维尔的保护)的任务(红国的话是在帝连门口的学者那接LV18)完称任务后会送蒸汽骑士一辆(就是宝马啦)再去找工艺商人帮你改造(可以升级,价格挺高的)
关于矿锤和矿车的锤?
这是闹哪样矿车开的锤机率也太低了吧虽然苦工矿锤和矿车锤叠加BUFF了但是苦工锤要96级才能拿啊矿车拿了20来个咖啡都没几个矿锤出让我们没到96的怎么好好挖矿了好几个号全是10几20的咖啡就几个锤子甚至还有没出锤子的咖啡和锤子机率能否平衡
我的世界为什么做不起漏斗矿?
http://minecraft.gamedog.cn/hechengbiao/20130906/227308.html
矿车跑轨怎么办?
把轮子修理一下,卡紧一些。
2矿车怎样可以开到上?
1.6.2更新,下矿车,下马,下船全部改成Lshift键开上去
我的世界怎么下矿车?
有很多种方法:1、把矿车前面的铁路破坏掉2、等矿车自己停下3,在前面放置一个没激活的加速铁轨
供应商信息