欢迎访问焦作欣扬程煤矿设备有限公司的网站
欢迎访问焦作欣扬程煤矿设备有限公司的网站

- 公司名称:焦作欣扬程煤矿设备有限公司
- 联系人:谢文华
- 手机:15893039168
- 公司地址:博爱县产业集聚区(兴园路南段)
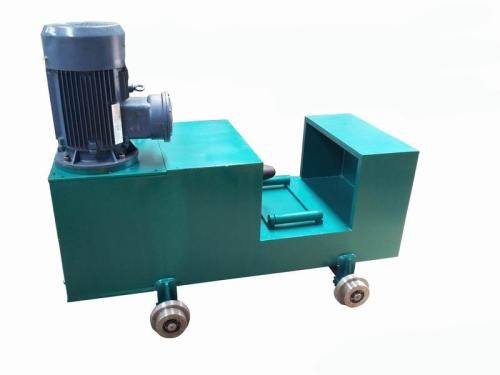
油缸珩磨机

- 产品名称:在阳油缸珩磨机厂家_油缸珩磨机报价相关-焦作欣扬程煤矿设备有限公司
- 产品价格:面议
- 产品数量:999
- 保质/修期:1
- 保质/修期单位:年
- 更新日期:2021-02-20
产品说明
湖北利锐特精密机电设备有限公司-宜昌利锐特精密机电设备有限公司以研发、制造珩磨机、深孔珩磨机、数控绗磨机、大型珩磨机、卧式珩磨机、油缸珩磨机、全自动珩磨机、精密珩磨机、强力珩磨机、盲孔绗磨机、外圆珩磨机!利用珩磨头珩磨工件精加工表面的磨床。主要用在汽车、拖拉机、液压件、轴承、航空等制造业中珩磨工件的孔。珩磨机有立式和卧式两种!立式珩磨机的主轴工作行程较短,适用于珩磨缸体和箱体孔等!镶嵌有油石的珩磨头由竖直安置的主轴带动旋转,同时在液压装置的驱动下作垂直往复进给运动(见机床)!

三门峡立柱千斤顶拆缸机批发_立式千斤顶拆缸机多少钱-焦作欣扬程煤矿设备有限公司
新型的珩磨机多采用液压胀缩的珩磨头。珩磨机大多是半自动的,常带有自动测量装置,还可纳入自动生产线工作!除加工孔的珩磨机外,还有加工其他表面的外圆珩磨机、轴承滚道珩磨机、平面珩磨机和曲面珩磨机等!液压油缸珩磨机工作原理珩磨头的涨缩方式一般有两种:1.定压进给,2.定量进给.定压进给一般有液压实现,也有用弹簧的!定量进给通常由伺服电机、步进电机或其它一些间歇机构实现,手动进给方式也可算作定量进给!SAJS350矢量变频器在珩磨机的应用特点S350系列是新一代高性能矢量变频器,有如下特点:■采用新高速电机控制专用芯片DSP,确保矢量控制快速响应■硬件电路模块化设计,确保电路稳定效运行■外观设计结合欧洲汽车设计理念,线条流畅,外形美观■结构采用独立风道设计,风扇可自由拆卸,散热性好■无PG矢量控制、有PG矢量控制、转矩控制、V/F控制均可选择■强大的输入输出多功能可编程端子,调速脉冲输入,两路模拟量输出■独特的“挖土机”自适应控制特性,对运行期间电机转矩上限自动限制,有效抑制过流频繁跳闸■宽电压输入,输出电压自动稳压(AR),瞬间掉电不停机,适应能力更强■内置先进的PID算法,响应快、适应性强、调试简单;16段速控制,简易PLC实现定时、定速、定向等多功能逻辑控制,多种灵活的控制方式以满足各种不同复杂工况要求■内置国际标准的MODBUSRTUASCII通讯协议,用户可通过PC/PLC控制上位机等实现变频器485通讯组网集中控制液压油缸珩磨机珩磨头的涨缩方式一般有两种:1、定压进给2、定量进给。
辽宁立式压力机厂家电话_压力试验机相关-焦作欣扬程煤矿设备有限公司
卧式珩磨机的工作行程较长,适用于珩磨深孔,深度可达3000毫米.水平安置的珩磨头不旋转,只作轴向往复运动,工件由主轴带动旋转,床身中部设有支承工件的中心架和支承珩磨杆的导向架。在加工过程中,珩磨头的油石在胀缩机构作用下作径向进给,把工件逐步加工到所需尺寸!新型的珩磨机多采用液压胀缩的珩磨头!珩磨机大多是半自动的,常带有自动测量装置,还可纳入自动生产线工作!除加工孔的珩磨机外,还有加工其他表面的外圆珩磨机、轴承滚道珩磨机、平面珩磨机和曲面珩磨机等。

河南自制锚杆调直机费用_金属矫直机相关-焦作欣扬程煤矿设备有限公司
正宗在阳油缸珩磨机厂家
珩磨机的操作是有一定技术含量的,需要一个懂此技术的人进行操作,此人应受过关于磨削安全操作方法的训练.且在进行操作前做好相关必要准备![1]检查珩磨机的润滑部位,特别是变速箱,看是否有润滑油。如果没有油,就得向所有的注油孔内注油!检查冷却液是否清洁!要是冷却液不足,应加注冷却液!冷却液要定期清理,不允许使用污浊不堪的冷却液!连续工作两个月后,需进行换油。正常情况下,一季度换一次油!液压油一般应采用20#机油。
高品质在阳油缸珩磨机厂家
如果您想了解油缸珩磨机更多信息,请致电 文华:15893039168,或者您直接到我们公司总部一起交流研讨,地址:博爱县产业集聚区(兴园路南段),我们期待您的致电或来访。
我们推荐在阳油缸珩磨机厂家
需要按照要求检查到位,以保障人身安全及珩磨机工作到位.液压油缸珩磨机的工作原理分类:行业新闻作者:来源:发布时间:2020-06-1009:56访问量:112液压油缸珩磨机是利用珩磨头珩磨工件精加工表面的磨床!常应用于汽车、拖拉机、液压件、轴承、航空等制造业中珩磨工件的孔。液压油缸珩磨机分为立式珩磨机和卧式珩磨机这两种.立式珩磨机的主轴工作行程较短,适用于珩磨缸体和箱体孔等!镶嵌有油石的珩磨头由竖直安置的主轴带动旋转,同时在液压装置的驱动下作垂直往复进给运动(见机床)!
换油时,需用煤油清洗滤油器及油箱.开动机器后,要空转一段时间,以排出液压管路中的空气,并检查各部分的工作是否正常!机床用的液压油温度,一般不允许超过60℃,高不得超过65℃,否则应采取降温措施或停止工作!检查油石的超越尺寸是否正确,珩磨头的涨缩是否灵活,紧固油石座的弹簧是否牢固!调节好机床主轴的旋转运动和往复运动,使它符合工艺规范规定的要求.准备好测量用的工具,并检查创门的工作是否正常,量具的精度是否合乎标准!
液压缸筒珩磨管哪家的产品好
淄博宏和机械的产品是不错的,我们现在用的他的产品也非常的多,你可以搜一下地址去实地考察一下也是非常不错的。
看下淄博宏和机械的吧,质量还是不错的,之前也在他购买过,质量杠杠的,性价比方面还是挺高的。
看下淄博宏和机械的吧,质量还是不错的,之前也在他购买过,质量杠杠的,性价比方面还是挺高的。
怎样使用磨气门机光磨气门?
气门的光磨可在磨气门机上进行。光磨的方法如下。① 检查砂轮工作面的平整情况,再根据气门杆外径选择适当的 夹具,并端正稳妥地将气门夹紧,然后按照各气门规定的角度调整 好夹架。② 先开动夹架电机,察看气门是否有摇摆现象。气门无摆动 时,再开动砂轮电机,进行光磨。③ 光磨时,一手转动横向手柄,使气门慢慢向右移动;一手转 动纵向手柄,使砂轮渐渐移近气门工作斜面。④ 磨削的过程中,不要使气门光磨量过大,并来回转动横向手 柄,使气门工作面接触,可提高气门面与座圈间接触压力,有利于 密封。⑤ 再洗去研磨砂,涂上机油研磨几分钟即可。
设备监理基础之什么是挤压珩磨?
挤压珩磨是利用携带磨料的粘弹性基体介质(研磨介质)在一定压力下反复摩擦加工表面而达到拋光或去除毛刺作用的特种加工﹐又称磨料流动加工。这种加工方法*初主要用于去掉零件中隐蔽部位或交叉孔内的毛刺﹐后来又应用到拋光模具或零件的表面﹐还用于拋光电火花加工的表面或去除表面变质层﹐对机械零件的棱边倒圆等。
挤压珩磨具有加工效率高﹑能自动操作﹑拋光效果好等优点。工件固定安装在夹具中﹐夹具被上﹑下两只盛有研磨介质的挤压筒压紧。加工时﹐上﹑下挤压筒中的活塞由液压系统驱动上﹑下同步移动﹐从而推动和挤压研磨介质﹐使之反复通过工件的被加工表面﹐由磨料颗粒产生磨削作用。
加工所用的挤压力为1~3兆帕﹐也有高达10兆帕的。 研磨介质是由磨料和基体介质(一种半固体状的高分子聚合物)均匀混合而成。在实际使用中还根据不同的加工对象加入一定量的添加剂﹐如润滑剂﹑增塑剂和减粘剂等﹐以改变基体介质的粘度和流动性等物理性能。
磨料一般采用碳化硅或氧化铝﹐有时也采用碳化硼或金刚石粉。磨料粒度范围是20~600。粗磨料用于去毛刺﹐细磨料用于拋光。磨料含量是10~60%﹐依具体加工情况而定。 夹具使研磨介质按规定路径通过被加工表面﹐同时还起着安装固定工件的作用﹐因此夹具结构应根据工件形状﹑尺寸和加工要求设计制造。
对小型工件可采用多任务位夹具﹐一次可安装许多任务件同时进行加工。夹具材料一般采用耐磨工具钢和尼龙等﹐也可采用碳钢或铝等材料﹐磨损后加以更换。夹具须具有足够的强度和密封性。 。
挤压珩磨具有加工效率高﹑能自动操作﹑拋光效果好等优点。工件固定安装在夹具中﹐夹具被上﹑下两只盛有研磨介质的挤压筒压紧。加工时﹐上﹑下挤压筒中的活塞由液压系统驱动上﹑下同步移动﹐从而推动和挤压研磨介质﹐使之反复通过工件的被加工表面﹐由磨料颗粒产生磨削作用。
加工所用的挤压力为1~3兆帕﹐也有高达10兆帕的。 研磨介质是由磨料和基体介质(一种半固体状的高分子聚合物)均匀混合而成。在实际使用中还根据不同的加工对象加入一定量的添加剂﹐如润滑剂﹑增塑剂和减粘剂等﹐以改变基体介质的粘度和流动性等物理性能。
磨料一般采用碳化硅或氧化铝﹐有时也采用碳化硼或金刚石粉。磨料粒度范围是20~600。粗磨料用于去毛刺﹐细磨料用于拋光。磨料含量是10~60%﹐依具体加工情况而定。 夹具使研磨介质按规定路径通过被加工表面﹐同时还起着安装固定工件的作用﹐因此夹具结构应根据工件形状﹑尺寸和加工要求设计制造。
对小型工件可采用多任务位夹具﹐一次可安装许多任务件同时进行加工。夹具材料一般采用耐磨工具钢和尼龙等﹐也可采用碳钢或铝等材料﹐磨损后加以更换。夹具须具有足够的强度和密封性。 。
本届制博会环保能源展区新能源汽车展示将吹响节能减排的号角,一汽贸易、五洲龙、中汽北方(东风)、鑫辰中华、黄海、大连客车、丰田、比亚迪、长城、奇瑞、雪铁龙、众泰汽车等新能源汽车界的一匹匹“黑马”竞相登场,展示当前新能源汽车行业最新产品,最新技术及国家在电池能力、发动机系统、电控系统等科技攻关难点方面取得研发成果。“十一五”以来,政府高度关注新能源汽车的研发和产业化。在能源和环保的压力下,新能源汽车无疑将成为未来汽车的发展方向。“十二五”期间,我国新能源汽车将正式迈入产业化发展阶段,在全社会推广新能源城市客车、混合动力轿车、小型电动车。“十三五”期间即2016-2020年,我国将进一步普及新能源汽车、多能源混合动力车,插电式电动轿车,氢燃料电池轿车将逐步进入普通家庭。
供应商信息