欢迎访问焦作欣扬程煤矿设备有限公司的网站
欢迎访问焦作欣扬程煤矿设备有限公司的网站

- 公司名称:焦作欣扬程煤矿设备有限公司
- 联系人:谢文华
- 手机:15893039168
- 公司地址:博爱县产业集聚区(兴园路南段)
锚杆调直机


- 产品名称:平顶山拉力4t锚杆调直机厂家电话_锚杆调直机哪家好相关-焦作欣扬程煤矿设备有限公司
- 产品价格:面议
- 产品数量:999
- 保质/修期:1
- 保质/修期单位:年
- 更新日期:2021-02-24
产品说明
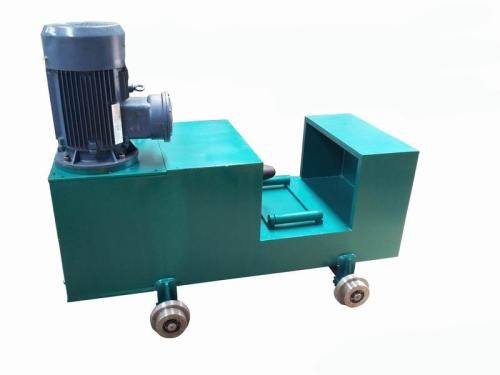
锚杆调直机工作原理锚杆调直机工作原理及结构:本机由泵站提供动力,工作时将弯曲的锚杆在压紧装置下进行初步压直,然后插入前后夹紧装置夹紧,启动主工作油缸进行拉直,使之产生久塑性变形,从而达到修复的目的,使锚杆拉直.锚杆调直机主要由机架、主工作油缸、前后夹紧装置压紧装置、泵站、控制系统等组成!锚杆调直机维护1、接线后,应注意电动机的旋转方向,保证其旋转方向同齿轮泵上箭头指示一致(从电动机风罩端方向看,电动机应为顺时针旋转),否则应立即切断电源,调整电源接线,保证电机正转。
锚杆调直机主要由机架、主工作油缸、前后夹紧装置压紧装置、泵站、控制系统等组成.MTZ-1锚杆调直机的开发原因过去人工调直锚杆费力大不安全,而且极易破坏锚杆螺纹导致报废,我公司现在开发的MTZ-1型锚杆调调直机,采用液压动力,拉力大,可将弯度大的锚杆一次性拉直!工效提高2到3倍,方面快捷,安全稳定性好,不会破坏锚杆螺纹,整形调直后的锚杆复用时和新的锚杆没有区别,保证维修质量,减少了新材料的投入,实现循环再利用,节支降耗效果良好.
锚杆调直机参数1、技术特征:A、电动机:型号Y132M-4,功率:7.5KW,电压:380VB、液压站:压力31!2MPa流量:25mlMTZ-1锚杆调直机的开发原因过去人工调直锚杆费力大不安全,而且极易破坏锚杆螺纹导致报废,我公司现在开发的MTZ-1型锚杆调调直机,采用液压动力,拉力大,可将弯度大的锚杆一次性拉直。工效提高2到3倍,方面快捷,安全稳定性好,不会破坏锚杆螺纹,整形调直后的锚杆复用时和新的锚杆没有区别,保证维修质量,减少了新材料的投入,实现循环再利用,节支降耗效果良好。
平顶山拉力4t锚杆调直机厂家电话
锚杆调直机参数1、技术特征:A、电动机:型号Y132M-4,功率:7.5KW,电压:380VB、液压站:压力31!2MPa流量:25ml2、工作油缸:A、大拉力:40KNMTZ-1锚杆调直机的开发原因过去人工调直锚杆费力大不安全,而且极易破坏锚杆螺纹导致报废,我公司现在开发的MTZ-1型锚杆调调直机,采用液压动力,拉力大,可将弯度大的锚杆一次性拉直。工效提高2到3倍,方面快捷,安全稳定性好,不会破坏锚杆螺纹,整形调直后的锚杆复用时和新的锚杆没有区别,保证维修质量,减少了新材料的投入,实现循环再利用,节支降耗效果良好!
锚杆调直机1、按地基图打好基础,留出地脚螺栓预留孔!2、电器必须严格按相关规定安装,必须按规定设备接地和保护.3、接好管路!4、将油箱充足32#(冬季),46#(夏季)抗磨液压油!5、先启动液压站,待各工作油缸充满油量,再对油箱注油至油票位置。6、点试电机转向,观察是否与箭头方向一致,如不一致应调整接线端.7、调整压力,缓慢推(拉)升降油缸手柄,观察压力表读数,当活塞杆不动时压力为大,此时把手柄扳到中位,记下压力值,如果压值不在10-16MPa之间应调整换向阀左前方或右前方旋扭,直至压力在10-16MPa之间为止.
锚杆调直机维护1、接线后,应注意电动机的旋转方向,保证其旋转方向同齿轮泵上箭头指示一致(从电动机风罩端方向看,电动机应为顺时针旋转),否则应立即切断电源,调整电源接线,保证电机正转.2、使用前检查各联接部位是否牢固可靠,液压油是否达到规定高度,检查MTZ-1型锚杆调直机是矿山锚杆调直修复的专用设备。本机具有结构简单、安全可靠、操作方便、提高维修,调直效率高的特点,其解决了人工调直的麻烦,实现锚杆调直机械化.
渑池液压清车机厂家电话_液压清车机销售相关-焦作欣扬程煤矿设备有限公司
2、使用前检查各联接部位是否牢固可靠,液压油是否达到规定高度,检查MTZ-1型锚杆调直机是矿山锚杆调直修复的专用设备。本机具有结构简单、安全可靠、操作方便、提高维修,调直效率高的特点,其解决了人工调直的麻烦,实现锚杆调直机械化.锚杆调直机工作原理锚杆调直机工作原理及结构:本机由泵站提供动力,工作时将弯曲的锚杆在压紧装置下进行初步压直,然后插入前后夹紧装置夹紧,启动主工作油缸进行拉直,使之产生永塑性变形,从而达到修复的目的,使锚杆拉直!
锚杆托盘是什么?
锚杆托盘是管缝锚杆的一个部件之一,其材料采用、焊环、轧头制作杆体,绕环切割制作挡环,剪板、冲型、冲孔制作托盘,杆体、挡环。
锚杆批发市场哪里多?
锚杆厂家按地域分还是有几个地区是专业做锚杆的,比如广东的深圳,山东地区的,浙江那边,河北邯郸永年那边做锚杆的都比较多,有一个标准件城,我们公司之前在那里采购过一次,厂家挺多的,还可以加工定做
河北邯郸市永年工业区那里有很多的生产厂家,所以想买锚杆的应该去看看也可以比较比较
河北邯郸市永年工业区那里有很多的生产厂家,所以想买锚杆的应该去看看也可以比较比较
钢管调直机除锈机如何调直方法视频?
钢管调直除锈刷漆一体机厂家简述设备的的安装、使用和维护:1、开机条件:三相电,务必加足量的齿轮油和黄油;2、为保证钢管调直机稳定持久运行,请仔细阅读产品使用说明书后进行操作,有条件的话派专人负责机器操作;3、厂家建议请勿随意调整外侧螺丝松紧,出厂时已调好;4、每天钢管油漆箱运行完毕后,为保证以后使用请及时用松香水清洗。愿晟世鼎铭机械机械厂能成为您们事业发展的得力伙伴!
调直机设备操作注意事项:在调直块未固定、防护罩未盖好前不得送料。作业中严禁打开各部防护罩及调整间隙。当钢筋送入后,手与曳轮必须保持一定距离,不得接近。送料前应将不直的料头切去,导向筒前应装一根1m长的钢管,钢筋必须先穿过钢管再送入调直前端的导孔内。钢筋调直到末端时,操作人员必须躲开,以防甩动伤人。短于2米或直径大于9毫米的钢筋调直,应低速加工。作业后,应松开调直筒的调直块并回到原来位置,同时预压弹...
调直机设备操作注意事项:在调直块未固定、防护罩未盖好前不得送料。作业中严禁打开各部防护罩及调整间隙。当钢筋送入后,手与曳轮必须保持一定距离,不得接近。送料前应将不直的料头切去,导向筒前应装一根1m长的钢管,钢筋必须先穿过钢管再送入调直前端的导孔内。钢筋调直到末端时,操作人员必须躲开,以防甩动伤人。短于2米或直径大于9毫米的钢筋调直,应低速加工。作业后,应松开调直筒的调直块并回到原来位置,同时预压弹簧必须回位。
为保证机器发挥出蕞好的效果,需要我们注意以下几点:如果钢管在调直时不往前行走了,要马上停机后,按下反转将钢管退出来。等故障排除后再进行调直钢管。定期检查除锈刷和毛刷,磨损严重的要及时更换,以免影响使用效果。除锈刷可使用钢丝绳自制,切割成合适的长度,焊接在上面即可。油漆箱应每天清理一次,将剩下的油漆放干净后,将油漆箱清洁干净,可以使用松香水清洗,效果很好。
调直机设备操作注意事项:在调直块未固定、防护罩未盖好前不得送料。作业中严禁打开各部防护罩及调整间隙。当钢筋送入后,手与曳轮必须保持一定距离,不得接近。送料前应将不直的料头切去,导向筒前应装一根1m长的钢管,钢筋必须先穿过钢管再送入调直前端的导孔内。钢筋调直到末端时,操作人员必须躲开,以防甩动伤人。短于2米或直径大于9毫米的钢筋调直,应低速加工。作业后,应松开调直筒的调直块并回到原来位置,同时预压弹...
调直机设备操作注意事项:在调直块未固定、防护罩未盖好前不得送料。作业中严禁打开各部防护罩及调整间隙。当钢筋送入后,手与曳轮必须保持一定距离,不得接近。送料前应将不直的料头切去,导向筒前应装一根1m长的钢管,钢筋必须先穿过钢管再送入调直前端的导孔内。钢筋调直到末端时,操作人员必须躲开,以防甩动伤人。短于2米或直径大于9毫米的钢筋调直,应低速加工。作业后,应松开调直筒的调直块并回到原来位置,同时预压弹簧必须回位。
为保证机器发挥出蕞好的效果,需要我们注意以下几点:如果钢管在调直时不往前行走了,要马上停机后,按下反转将钢管退出来。等故障排除后再进行调直钢管。定期检查除锈刷和毛刷,磨损严重的要及时更换,以免影响使用效果。除锈刷可使用钢丝绳自制,切割成合适的长度,焊接在上面即可。油漆箱应每天清理一次,将剩下的油漆放干净后,将油漆箱清洁干净,可以使用松香水清洗,效果很好。
供应商信息