欢迎访问焦作欣扬程煤矿设备有限公司的网站
欢迎访问焦作欣扬程煤矿设备有限公司的网站

- 公司名称:焦作欣扬程煤矿设备有限公司
- 联系人:谢文华
- 手机:15893039168
- 公司地址:博爱县产业集聚区(兴园路南段)
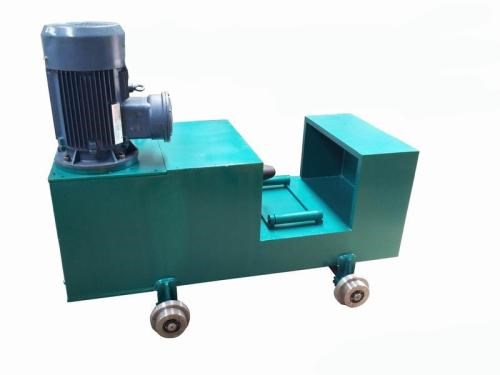
工字钢校直机

- 产品名称:鱼台工字钢校直机厂家_工字钢校直机价格-焦作欣扬程煤矿设备有限公司
- 产品价格:面议
- 产品数量:999
- 保质/修期:1
- 保质/修期单位:年
- 更新日期:2021-02-26
产品说明
[3]工作流程=当操作者把工件放在自动校直机工作台上的定位支承位置并按下自动启动按钮之后,校直机即进入自动校直循环过程:先由气缸执行直线运动动作带动两侧回转顶前进(若工件采用外圆定位则气缸执行直线运动动作带动两侧驱动摩擦轮下降),夹紧并定位工件测量基准;同时由伺服调速电机带动减速器回转并驱动工件和脉冲编码器旋转;常时接触方式的测量装置检测工件被测点位置的表面跳动状况(TIR值),并由带有小信号放大作用的差动变压器式位移传感器将检测的数据与脉冲编码器采集的相位数据同时传输给计算机数据采集系统,计算机根据工件的弯曲情况检测数据经过测控系统加工处理后给出校直修正控制参量,然后由PLC控制伺服调速电机驱动回转尖(或摩擦轮)使工件的大弯曲点方向竖直向上,后液压缸执行直线动作驱动压头下压工件,完成一次校直循环!
我公司生产是工字钢校直机不仅可以用于工字钢的校直,还可以用于对轴类和套类、圆钢、钢管等零件进行校正,压装,有关零件的成型,落料,压印等工艺用途!也可广泛应用于半轴、齿轮轴、光轴、转子、活塞杆、扭杆、气门、曲轴、丝杠、凸轮轴以及转向器齿条等各种轴杆类零部件的校直.所谓校直机,就是用来对轴杆类零部件进行校直的机器,通过校直以便获得理想的直线度要求或回转精度要求,保证零部件能够达到装配精度或获得下道工序小切削加工余量.
鱼台工字钢校直机厂家
[2]手动校直机随着机械工业的迅速发展,大批量轴杆类产品被广泛应用,于是校直机便应运而生,手动液压式压力机就是其中之一!手动压力机的出现满足了当时轴杆类的校直工艺要求,在一定意义上促进了工业的发展。随着机械工业的进步,特别是现代汽车、纺织、石油钻探等工业日益蓬勃的发展,手动压力机在校直方面的不足日益凸显.手动校直方式不但人工成本高、校直速度慢,满足不了大批量生产加工的需要,而且产品的精度等级低,无法实现高精度轴类的工艺要求,容易断轴及产生裂纹,无法实现自动流水线作业.
高品质鱼台工字钢校直机厂家
C型校直机和门型校直机的工作台上定位和夹紧部件均采用积木式设计,以适应各种可动支承、测量单元、摩擦驱动装置、尖式回转中心的安装与调整,同时也方便了易损零部件的维修与更换,更有利于用户对新产品零部件校直工序的切换与扩展!液压控制系统泵站、液压阀组、执行油缸,液压控制回路等组成了校直机的液压系统!气动控制单元气动三联件、压力继电器、集装阀组以及执行气缸组成的气动控制回路,构成了校直机的气动单元!气动单元主要是控制并执行工件的夹紧、定位、分选和运送等动作,在每个执行气缸上都有位置检测开关用于向系统反馈动作执行情况,便于动作流程的控制以及故障诊断与排查!
我们推荐鱼台工字钢校直机厂家

霍州油缸珩磨机生产厂家_油缸珩磨机价格相关-焦作欣扬程煤矿设备有限公司
可以说校直工艺是一种古老的方式,而自动校直机是依赖汽车工业的发展而发展起来的一种新产品!JE系列轴类自动校直机按主机结构形式可分为C型和门型两种.C型校直机主机采用开放式框架结构,该机型的特点是结构简单、占地面积较小(将电控柜装于主机内)、对超长(≥900mm)工件适应性好、在大吨位产品方面有较大优势!门型校直机主机采用封闭式框架结构,该机型的特点是有外观匀称、结构紧凑、主机刚性好、油缸移动速度快、校直效率较高、油缸移动惯性小、定位误差小、易于上线安装于自动流水线等特点,该架构一般多用于校直较短工件和吨位较小的校直机,选用自动上下料机构即可实现全自动校直。
鹤壁缸柱外圆抛光机价格_抛光机报价相关-焦作欣扬程煤矿设备有限公司
主动回转中心和从动回转中心的尖将工件夹持后,尖由调速电机驱动旋转,通过工件传递到从动回转中心尖!同时,与可动支撑相联的测量装置检测工件表面的全跳动量(TIR),从动回转中心的光电编码器检测工件表面的全跳动量方向.计算机根据这些数据判断工件大弯曲位置和方向,发出指令使工件大弯曲点朝上时工件停止转动,并结合TIR幅值及设定的参数计算修正量,实现对工件的精密校直修正!工件的夹持与放松、可动支撑位的选择、工作台的移动以及冲头的快慢速进给等动作均由PLC实现控制管理.

金乡液压清车机厂家_液压清车机生产厂家-焦作欣扬程煤矿设备有限公司
弯曲轴的校直轴的校直方法有哪些?
很多,在此介绍两种简易方法供参考。(1)手摇螺旋压力机校直法对于轴径较细、弯曲较大的常采用此法。如图4-1所示,将轴放在V形块上,然后将弯曲凸面转为朝上,用螺旋压力机压住. 凸起的顶点,向下加压,直到校直为止。
弯曲的木杆如何校直?
在弯曲的地方加热,文火烤,往反方向慢慢别回去,稍微使点劲,会慢慢归位的,但是要整根恢复到原来的样子是*不可能的!
长条板校直
如果用量比较大的话,适合自己做一套简易的板材矫直机,下辊固定,上辊高度可调,加配种粗略调整的就可以
徐州自动校直机选哪家?
蓝色智能的自动校直机挺好,要是大量采购可以工厂去看看。
蓝色智能有专门的研发部门和售后服务队伍,可根据客户的不同需求提供专业的解决方案,在不断吸取国外先进技术的基础上,结合国内客户需求的具体情况,不断研发,大胆应用创新技术推出更先进的新产品,提高产品性能。
蓝色智能有专门的研发部门和售后服务队伍,可根据客户的不同需求提供专业的解决方案,在不断吸取国外先进技术的基础上,结合国内客户需求的具体情况,不断研发,大胆应用创新技术推出更先进的新产品,提高产品性能。
钢管调直机校直钢管怎样
双曲线钢管调直机在日常使用会通常会遇见以下情况:首先我们在使用钢管调直机时必须要了解这个设备的调整和使用情况。钢管调直机怎样调整我们来看一下首先在调整钢管调直机的时候要将一根两米左右的直管放入机器内(在压轮毫无压力的情况下)先将进出口的上压轮调整让其压制钢管,然后调整旋转框架内的六个旋转轮,依次将一到六号轮调整,让每个旋转轮挨住钢管的管壁,用手转动旋转轮,...
双曲线钢管调直机在日常使用会通常会遇见以下情况:首先我们在使用钢管调直机时必须要了解这个设备的调整和使用情况。钢管调直机怎样调整我们来看一下首先在调整钢管调直机的时候要将一根两米左右的直管放入机器内(在压轮毫无压力的情况下)先将进出口的上压轮调整让其压制钢管,然后调整旋转框架内的六个旋转轮,依次将一到六号轮调整,让每个旋转轮挨住钢管的管壁,用手转动旋转轮,在其受力的情况下。然后退出钢管把旋转轮三号和四号进行调整,四号轮调整约180度即可,三号轮调整约270度即可,然后将变形弯管送入机器,我们会看到出来的钢管非常直,如果有些钢管小于48,钢管会在旋转匡内随着旋转匡转动不向前走,这时应该切断电源,把进出口上下压轮的向下压使其压住钢管即可(注:如果出口压轮压力过大会使钢管在经过旋转轮调直的情况下再一次因压力过大会使钢管出现向上香蕉型状的漫弯)如果旋转匡架内旋转轮压力过大钢管表面会出现麻花状凹沟,这是需要将三号轮减压90度在进行检查直至满意状态。由于钢管厚度直径有所差距,在调整钢管调直机也要根据钢管规格进行压力调整。
双曲线钢管调直机在日常使用会通常会遇见以下情况:首先我们在使用钢管调直机时必须要了解这个设备的调整和使用情况。钢管调直机怎样调整我们来看一下首先在调整钢管调直机的时候要将一根两米左右的直管放入机器内(在压轮毫无压力的情况下)先将进出口的上压轮调整让其压制钢管,然后调整旋转框架内的六个旋转轮,依次将一到六号轮调整,让每个旋转轮挨住钢管的管壁,用手转动旋转轮,在其受力的情况下。然后退出钢管把旋转轮三号和四号进行调整,四号轮调整约180度即可,三号轮调整约270度即可,然后将变形弯管送入机器,我们会看到出来的钢管非常直,如果有些钢管小于48,钢管会在旋转匡内随着旋转匡转动不向前走,这时应该切断电源,把进出口上下压轮的向下压使其压住钢管即可(注:如果出口压轮压力过大会使钢管在经过旋转轮调直的情况下再一次因压力过大会使钢管出现向上香蕉型状的漫弯)如果旋转匡架内旋转轮压力过大钢管表面会出现麻花状凹沟,这是需要将三号轮减压90度在进行检查直至满意状态。由于钢管厚度直径有所差距,在调整钢管调直机也要根据钢管规格进行压力调整。
供应商信息