欢迎访问焦作欣扬程煤矿设备有限公司的网站
欢迎访问焦作欣扬程煤矿设备有限公司的网站

- 公司名称:焦作欣扬程煤矿设备有限公司
- 联系人:谢文华
- 手机:15893039168
- 公司地址:博爱县产业集聚区(兴园路南段)
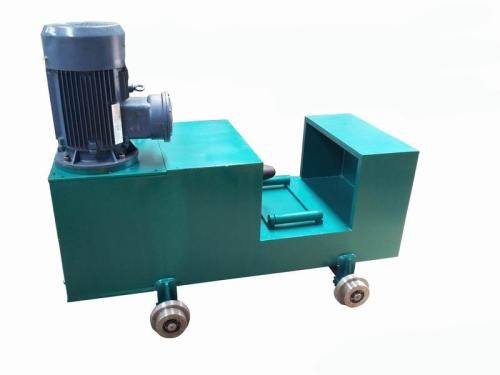
立式压力机
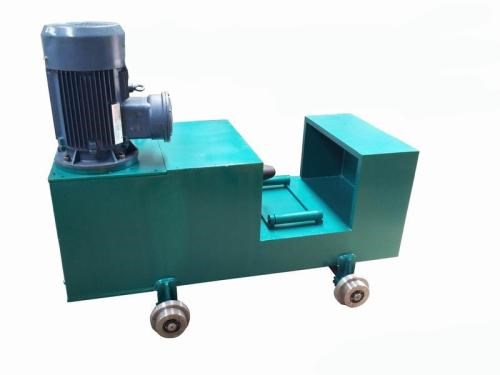
- 产品名称:我们推荐龙口立式压力机厂家电话_压力试验机相关-焦作欣扬程煤矿设备有限公司
- 产品价格:面议
- 产品数量:999
- 保质/修期:1
- 保质/修期单位:年
- 更新日期:2021-02-26
产品说明
工作时,电动机使飞轮加速旋转以储蓄能量,同时通过螺杆、螺母推动滑块向下运动.当滑块接触工件时,飞轮被减速至完全停止,储存的旋转动能转变为冲击能,通过滑块打击工件,使之变形!打击结束后,电动机使飞轮反转,带动滑块上升,回到原始位置!螺旋压力机的规格用公称工作力来表示。曲柄压力机曲柄压力机是一种常用的冷冲压设备,用作冷冲压模具的工作平台!其结构简单,使用方便!按床身结构形式的不同,曲柄压力机可分为开式曲柄压力机或闭式曲柄压力机;按驱动连杆数的不同可分为单点压力机或多点压力机;按滑块数是一个还是两个可分为单动压力机或双动压力机!
黔西U型钢制棚机生产厂家_贴心服务U型钢制棚机-焦作欣扬程煤矿设备有限公司
找龙口立式压力机厂家电话
关于立式压力机,作为一家主营产品为立式压力机的厂家,焦作欣扬程煤矿设备有限公司在其他行业专用设备这个行业中都享负盛名,在业界中也有一定的地位。
正宗龙口立式压力机厂家电话
压力机的下部都装有锻件顶出装置.螺旋压力机兼有模锻锤、机械压力机等多种锻压机械的作用,能性强,可用于模锻、冲裁、拉深等工艺!此外,螺旋压力机结构简单,制造容易,所以应用广泛!螺旋压力机无固定下死点,对较大的模锻件,可以多次打击成形,可以进行单打、连打和寸动!打击力与工件的变形量有关,变形大时打击力小,变形小(如冷击)时打击力大!在这些方面,它与锻锤相似。但它的打击力通过机架封闭,故工作平稳,振动比锻锤小得多,不需要很大的基础!
压力机又称:液压机,油压机!压力机由四部分组成:上压式四立柱油压机;组合控制机柜;电加热系统和保温装置;模具输送台架!上述组成采用一体化设计,使之造型大方、美观,结构紧凑操作简单可靠,维护方便。四立柱油压机压机应具有可靠的结构刚度抗变形能力,液压站上位置,压排设置模具吊装连接装置,液压站和压排有可拆装的防尘机盖.工件能出方向为长度(3000)方向.技术参数如下:公称压力190T;有效工作台面积3000×750mm2;压排运动速度75~100mm/s;大开合距离550mm(不含加热板);保压时间8h(工件130℃);压机底座高度0!
公司是一家以其他行业专用设备为主的企业,主打立式压力机,更多产品详详情请拨打电话:15893039168文华 或到访博爱县产业集聚区(兴园路南段)。焦作欣扬程煤矿设备有限公司期待与您一起合作共赢,在追求低价格高效率,快速度的同时,更注重质量的保证,努力为客户做好每一件产品,做到在成长中求发展,始终保持一种尽善尽美的工作态度,满怀希望和热情的朝着目标努力。
龙口立式压力机厂家电话

金昌大立柱拆柱机厂家_大立柱拆柱机哪家好相关-焦作欣扬程煤矿设备有限公司
单边出线,数量为3的倍数。电加热管更换方便、可靠。接线处有保护装置.保温层设置在加热板和底座(或压排)之间,加热板四周有设置保温侧板应选用隔热性能好的材料制作,平面尺寸与加热板相当,厚度不小于20毫米.测量点布置:上板3点;下板6点!加热管外外壳材料为不锈钢,工作电压220V.单边出线,数量为3的倍数.电加热管更换方便、可靠.接线处有保护装置!保温层设置在加热板和底座(或压排)之间,加热板四周有设置保温侧板应选用隔热性能好的材料制作,平面尺寸与加热板相当,厚度不小于20毫米。
5~0.55m;压排及底座的平面度0。2mm;压排底座压合平均间隙≤0.25mm(不小于10个测点)!加热系统是由钢制加热板、加热管、保温层组成.加热板分上下两块,分别与压力机底座和压排固定连接,并便于拆装,加热板用质45#钢调质处理制成!在加热板中放置电加热管和热电偶.热电偶安置紧固可靠、拆卸方便!加热板技术参数:平面尺寸3050×650mm2;平面度0。2mm;测量点布置:上板3点;下板6点!加热管外外壳材料为不锈钢,工作电压220V.
曲柄压力机的主要技术参数有哪些?
曲柄压力机,由电动机通过三角皮带驱动大皮带轮(通常兼作飞轮),经过齿轮副和离合器带动曲柄滑块机构,使滑块和凸模直线下行。锻压工作完成后滑块回程上行,离合器自动脱开,同时曲柄轴上的自动器接通,使滑块停止在上止点附近。 机械压力机一般按机身结构型式和应用特点来区分。
按机身结构型式分:有开式和闭式两类。 按应用特点分:有双动拉深压力机、多工位自动压力机、回转头压力机、热模锻压力机和冷挤压机。 一、曲柄压力机主要技术参数: 主要技术参数:应能反映出压力机的工作能力、所能加工工件的尺寸范围、有关生产率等指标 主要技术参数有: (1)标称压力Fg(kN)及标称压力行程sg(mm) 标称压力Fg : 指滑块距下死点某一特定距离(称标称压力行程sg )时滑块允许承受的大作用力。
标称压力角αg : 与标称压力行程对应的曲柄转角定义为标称压力角。 注意:只有在标称压力行程sg内,设备的工作能力才能达到Fg (或称额定压力)值。 标称压力系列:主要取优先数系列,如63、100、160、250、315kN …。
(2)滑块行程s(mm) 指滑块从上死点至下死点所经过的距离,其值为曲柄半径的两倍。通常滑块行程随设备标称压力值的增加而增大;部分压力机行程是可调的。 (3)滑块行程次数n(1/min) 指连续工作方式下滑块每分钟能往返的次数,与曲柄转速对应。
通用压力机设备越小,行程次数越大;高速压力机行程速度是可调的。 (4)大装模高度H(mm)及装模高度调节量ΔH(mm)。 大装模高度H: 指装模调节装置将滑块调节至*上位置时,滑块在下死点时滑块下表面到工作台板(垫板)上表面的距离。
与装模高度并行的标准还有封闭高度,它指滑块在下死点时,滑块下表面与压力机工作台上表面的距离。 模具闭合高度是指模具在低工作位置时,上模座上平面至下模座下平面之间的距离。 理论上介于大装模高度和*小装模高度之间,但实际上需要扣除极限位置。
(5)工作台尺寸 包括工作台平面尺寸和工作台漏料孔尺寸。 (6)模柄孔尺寸 主要针对开式压力机,用于固定上模。 通用曲柄压力机的技术参数可参看相关标准、设备说明书及设备铭牌。 二、曲柄压力机选择: 曲柄压力机的选择:不仅要考虑其力能特性,同时也要考虑其作功特性。
(1)许用负荷曲线图 表明滑块在不同位置时的承载能力,标称点前承载能力达不到标称压力数值,低不小于标称压力值的一半。 (2)曲柄压力机能耗分配 压力机工作的实际能量取自飞轮,对工件变形功A1设计时是以典型冲裁为依据的,其它冲压工艺则应分别考虑。
(3)冲压力的计算:包括冲压力大小和发生时刻,单纯冲裁与复合冲压成形有很大区别。 (4)压力机类型的选择:依据冲压工艺性质、产量、精度要求选择压力机类型。 (5)压力机规格的选择:将冲压力计算图与设备许用负荷图比较,冲压力曲线应全部落在安全区内。
(6)压力机做功校核 若选择的压力机类型与所进行的冲压工艺不对应时(如深拉深、挤压、多工位级进冲压等),应校核设备变形功A1。 (7)装模高度校核:模具闭合高度应在设备装模高度的可调节范围内,上下极限位置处应留5mm余量。
(8)滑块行程校核:拉深时要求滑块行程大于两倍的拉深件高度。 (9)模具安装空间校核:包括工作台面尺寸、模柄孔尺寸以及模座面不宜超出滑块底面(尤其在滑块两侧导轨处)。
按机身结构型式分:有开式和闭式两类。 按应用特点分:有双动拉深压力机、多工位自动压力机、回转头压力机、热模锻压力机和冷挤压机。 一、曲柄压力机主要技术参数: 主要技术参数:应能反映出压力机的工作能力、所能加工工件的尺寸范围、有关生产率等指标 主要技术参数有: (1)标称压力Fg(kN)及标称压力行程sg(mm) 标称压力Fg : 指滑块距下死点某一特定距离(称标称压力行程sg )时滑块允许承受的大作用力。
标称压力角αg : 与标称压力行程对应的曲柄转角定义为标称压力角。 注意:只有在标称压力行程sg内,设备的工作能力才能达到Fg (或称额定压力)值。 标称压力系列:主要取优先数系列,如63、100、160、250、315kN …。
(2)滑块行程s(mm) 指滑块从上死点至下死点所经过的距离,其值为曲柄半径的两倍。通常滑块行程随设备标称压力值的增加而增大;部分压力机行程是可调的。 (3)滑块行程次数n(1/min) 指连续工作方式下滑块每分钟能往返的次数,与曲柄转速对应。
通用压力机设备越小,行程次数越大;高速压力机行程速度是可调的。 (4)大装模高度H(mm)及装模高度调节量ΔH(mm)。 大装模高度H: 指装模调节装置将滑块调节至*上位置时,滑块在下死点时滑块下表面到工作台板(垫板)上表面的距离。
与装模高度并行的标准还有封闭高度,它指滑块在下死点时,滑块下表面与压力机工作台上表面的距离。 模具闭合高度是指模具在低工作位置时,上模座上平面至下模座下平面之间的距离。 理论上介于大装模高度和*小装模高度之间,但实际上需要扣除极限位置。
(5)工作台尺寸 包括工作台平面尺寸和工作台漏料孔尺寸。 (6)模柄孔尺寸 主要针对开式压力机,用于固定上模。 通用曲柄压力机的技术参数可参看相关标准、设备说明书及设备铭牌。 二、曲柄压力机选择: 曲柄压力机的选择:不仅要考虑其力能特性,同时也要考虑其作功特性。
(1)许用负荷曲线图 表明滑块在不同位置时的承载能力,标称点前承载能力达不到标称压力数值,低不小于标称压力值的一半。 (2)曲柄压力机能耗分配 压力机工作的实际能量取自飞轮,对工件变形功A1设计时是以典型冲裁为依据的,其它冲压工艺则应分别考虑。
(3)冲压力的计算:包括冲压力大小和发生时刻,单纯冲裁与复合冲压成形有很大区别。 (4)压力机类型的选择:依据冲压工艺性质、产量、精度要求选择压力机类型。 (5)压力机规格的选择:将冲压力计算图与设备许用负荷图比较,冲压力曲线应全部落在安全区内。
(6)压力机做功校核 若选择的压力机类型与所进行的冲压工艺不对应时(如深拉深、挤压、多工位级进冲压等),应校核设备变形功A1。 (7)装模高度校核:模具闭合高度应在设备装模高度的可调节范围内,上下极限位置处应留5mm余量。
(8)滑块行程校核:拉深时要求滑块行程大于两倍的拉深件高度。 (9)模具安装空间校核:包括工作台面尺寸、模柄孔尺寸以及模座面不宜超出滑块底面(尤其在滑块两侧导轨处)。
哈弗H6最大的特点是智能化,先进的发动机技术高效节能,CAN-BUS智能网络控制系统、行车电脑、GPS智能语音导航系统、智能自动感应无骨雨刮等一应俱全。整车借鉴了更多轿车设计理念,引入了CCS定速巡航系统、蓝牙免提通话系统、自动恒温空调(带粉尘过滤)、真皮座椅(主、副驾驶电加热)等众多豪华配置,尺寸达到4640×1825×1690mm,轴距达到2680mm,超越同级SUV和合资轿车的空间。哈弗H6还特别强化了“信息安全”的设计,利用TPMS智能胎压监测系统、倒车影像/雷达系统等多种科技智能配备,安全性能高。
供应商信息