- 公司名称:洛阳纵横机械制造有限公司
- 联系人:李建森
- 手机:13803887121
- 公司地址:洛阳飞机场工业园区
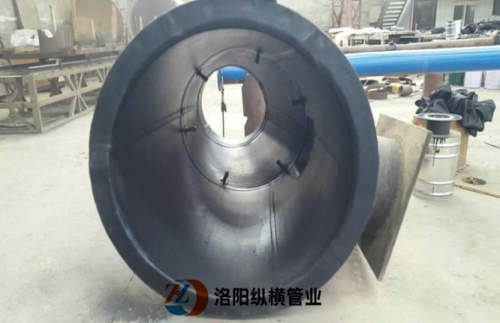
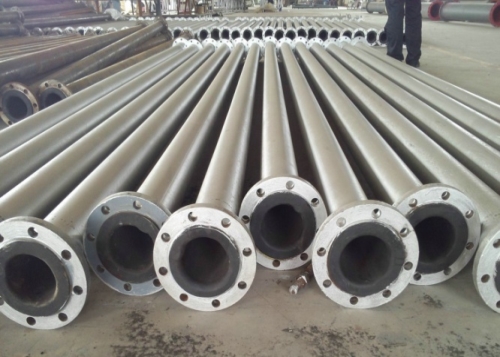
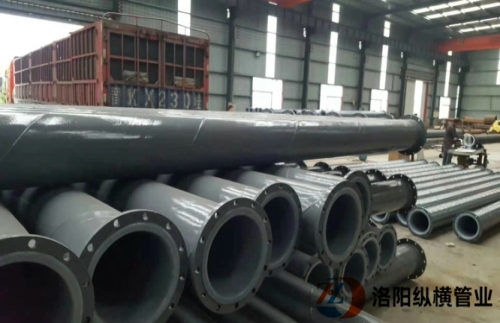
衬胶管道

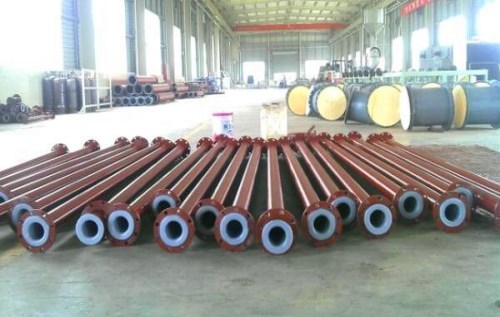

- 产品名称:河北矿浆衬胶管道价格_化工衬胶管道厂家-洛阳纵横机械制造有限公司
- 产品价格:面议
- 产品数量:2000
- 保质/修期:1
- 保质/修期单位:年
- 更新日期:2021-03-06
产品说明
其中铝层分搭接焊、对接焊成型工艺!由于衬塑管道是夹有金属管的塑料/金属复合管,故集金属管和塑料管两者的优点于一身!衬胶管厂家纵横生产的衬胶耐磨管等管材由于引进了先进的工艺,所以是管材的耐腐蚀性、耐高温性等机械性能都有很好地提升.胶板衬里层的接缝应采用搭接.搭接胶板厚度为2mm时,搭接宽度应为15~20mm.胶板厚度为3mm时,搭接宽度应为20~30mm.多层设备衬胶时,相邻胶层的接缝应错开,净距不得小于100mm!
用户有时也常提出一些要求,诸如操作要求,安全消防要求、环保要求、器材标准要求、设计文件编制内容等各种要求。设计条件和用户要求都是衬胶管道布置设计的基础条件!衬胶耐磨管合理的设计在于把这些条件中提出的要求赋以运用,既要十分重视这些要求,又要对某些要求进行适当的平衡,最终做到在技术、经济、安全等方面均为上佳!目前是通过挤出成型工艺而制造出的新型衬塑管道,由聚乙烯层——粘合剂层——铝层——粘合剂层聚乙烯层五层结构构成!

河北耐磨衬胶钢管哪个厂家好-洛阳纵横机械制造有限公司
现今,衬胶管道已经在各行各业被广泛地应用,但是衬胶管道的工况相对来说又是极端恶劣的,而且也是很容易被疏忽的环节.因此,衬胶管厂家提醒我们必须在选择、使用、保养及维修多个环节重视起来!比如我们在安装橡胶接头时,在扣压前就需制作一个比心轴内孔略细的检验心棒,扣压时,将检验心棒涂抹少许润滑油后插入心轴内孔,扣压的力度要以能抽出心棒为合适!这样,既可以避免因为扣压力道过大而使心轴内孔直径减小甚至堵死的现象发生,还可以能保证接头能被扣牢而不脱落.
由此,我们可以看出衬胶管厂家对保养以及相关程序的重视!首先,可能是浸泡变形!一般来说,如果衬胶管道的橡胶接头材质选用不当会出现这种情况.例如:在输油管道中,安装普通的橡胶接头而不是耐油类的橡胶接头,所以选购适合的橡胶接头很重要。其次,可能是尺寸变形。一些衬胶管道的倾斜度较大,这就会造成橡胶接头扭曲的现象!那么衬胶管厂家如何应对呢?洛阳纵横机械建议您换为耐高压橡胶接头,这样可以有效缓解此类情况.衬塑防腐管的损坏主要是来源于磨损.
其他管材行业厂商洛阳纵横机械制造有限公司,是一家专注于手机壳服务的企业,在业内享有盛名,获得一致好评,如果您对 衬胶管道感兴趣,那么本页面可以很好的带您了解衬胶管道,或者想了解衬胶管道相关更多信息,请移步我们的官网或者与我们 取得联系,我们将竭诚为您服务。
我司主营其他管材领域的企业,主要以衬胶管道为主要产品,公司位于洛阳飞机场工业园区,更多产品信息详情请上http://www.lyzhgy.com查看。洛阳纵横机械制造有限公司愿与社会各界朋友共同合作、共创双赢、共创精彩明天!

安徽钢管衬胶管道规格_防腐衬胶管道-洛阳纵横机械制造有限公司
河北矿浆衬胶管道价格

广东钢管衬胶管道生产厂家_ 衬胶管道哪家好相关-洛阳纵横机械制造有限公司
胶板贴衬时,必须依次烙(压)合,排净粘结面间的气体,不得漏压!设备衬胶的接缝必须烙(压)合严实,边缘呈圆滑过渡,不得出现翘起、剥离。包括衬胶管道和衬胶管道等在内的所有设备要求满衬,密封面处的衬里应平整,不得有径向沟槽或超过lmm的突起,所有设备法兰、接管法兰口平面度(DN300以下)不大于1mm,DN300以上法兰口平面度不大于2mm.衬胶管厂家生产的衬胶管道质量优良,品质优良,同时也绝不忽视对衬胶管道的保养工作,因为只有从头到尾地加以维护,提高管道的使用寿命才更有保障!
磨损又主要集中在三通、四通和弯头等流体的变向处,以及安装阀门的下游的20mm~1000mm的管道,因为阀门的开启关闭会致使流体变向,所以就会导致流体对管壁内部局部的冲刷产生磨损,致使管道的损坏。其次,在实际的应用过程中,温度高于所选用的衬塑防腐管能承受的温度,导致衬层的脱落或收缩,从而会堵塞管路的通道,大大增加了流阻,影响物料的通过量!此外,管道制造商制作的质量问题也会引起管路损坏!例如衬塑防腐管内壁的锈迹除不尽,会很容易引起衬层以及外壳的脱层,或者是制作时内衬的流平效果不佳,致使衬层存在大量的毛细孔,进而导致管道渗酸。

河北脱硫衬胶钢管哪个厂家好_防腐衬胶钢管哪个厂家好-洛阳纵横机械制造有限公司
为什么脱盐水介质使用衬胶蝶阀、衬氟隔膜阀使用寿命短?
脱盐水介质中含有低浓度的酸或碱, 它们对橡胶有较大的腐蚀性。 橡胶的被腐蚀表现为 膨胀、 老化、 强度低, 用衬胶的蝶阀、 隔膜阀使用效果都差其实质就是橡胶不耐腐蚀所致。 后衬胶隔膜阀改进为耐腐蚀性能好的衬氟隔膜阀, 但衬氟隔膜阀的膜片又经不住上下折叠 而被折破,造成机械性破坏,阀的寿命变短。现在好的办法是用水处理专用球阀,它可 以使用到 5 ~ 8 年。
谁了解 钢衬ptfe管道质保期有多久?
大概一年左右吧,不同厂家期限应该也略有不同,衬塑管道使用过程中并不是所有地方使用的管道磨损程度都一样,而是某些特殊位置的管件更容易损坏,所以要不耽误工期,随时做好更换的准备,还是要了解一下衬塑管道中*容易磨损的地方,才能防患于未然。
钢衬胶管的安装方法有什么方法?
①在搬运和堆放衬胶管及管件时,应避免强烈振动或碰撞。②安装前应检查衬胶层完好,保持管内清洁。③衬胶管安装时,不得施焊,局部加热,扭曲或敲打。④对DN≤500的成品管件,安装前要按单线图对每管段进行编号,安装时按单线图和编号遂段组对安装,其活口部分如要进行修正应将修正后的管段现场衬胶。⑤衬胶管应采用软垫片或半硬垫片,安装时垫片...
①在搬运和堆放衬胶管及管件时,应避免强烈振动或碰撞。②安装前应检查衬胶层完好,保持管内清洁。③衬胶管安装时,不得施焊,局部加热,扭曲或敲打。④对DN≤500的成品管件,安装前要按单线图对每管段进行编号,安装时按单线图和编号遂段组对安装,其活口部分如要进行修正应将修正后的管段现场衬胶。⑤衬胶管应采用软垫片或半硬垫片,安装时垫片要放正,必要时可有斜垫片找正。⑥对DN≥500的管子,管件先按单线图进行现场预制,预安装,采用法兰连接,法兰面之间需预留好衬胶层及垫片厚度约为7mm,现场试压合格后,拆卸进行现场加工衬里,预安装后的管道应在管壁上做记号,按图编号,使衬里后仍能按原图纸进行安装。⑦现场预制的管道法兰应内外两面焊接,法兰的内外表面焊接后必须用角向砂轮机磨光锉平,不得有凹凸不平,气孔等现象,以免空气留在孔隙内,使衬胶层因空气作用老化。⑧管内衬胶如是反出到法兰,要求管件在制作时达到法兰里口,转角处应为r=5mm,如采用一般法兰焊接,则法兰里口的焊缝必须加工成r=5mm的圆角。⑨现场加工的弯管,其弯曲角度应不于90°弯曲半径不应小于管径4倍。。
①在搬运和堆放衬胶管及管件时,应避免强烈振动或碰撞。②安装前应检查衬胶层完好,保持管内清洁。③衬胶管安装时,不得施焊,局部加热,扭曲或敲打。④对DN≤500的成品管件,安装前要按单线图对每管段进行编号,安装时按单线图和编号遂段组对安装,其活口部分如要进行修正应将修正后的管段现场衬胶。⑤衬胶管应采用软垫片或半硬垫片,安装时垫片要放正,必要时可有斜垫片找正。⑥对DN≥500的管子,管件先按单线图进行现场预制,预安装,采用法兰连接,法兰面之间需预留好衬胶层及垫片厚度约为7mm,现场试压合格后,拆卸进行现场加工衬里,预安装后的管道应在管壁上做记号,按图编号,使衬里后仍能按原图纸进行安装。⑦现场预制的管道法兰应内外两面焊接,法兰的内外表面焊接后必须用角向砂轮机磨光锉平,不得有凹凸不平,气孔等现象,以免空气留在孔隙内,使衬胶层因空气作用老化。⑧管内衬胶如是反出到法兰,要求管件在制作时达到法兰里口,转角处应为r=5mm,如采用一般法兰焊接,则法兰里口的焊缝必须加工成r=5mm的圆角。⑨现场加工的弯管,其弯曲角度应不于90°弯曲半径不应小于管径4倍。。
第三轮转移是最近一年大批佛陶企业再次在全国布局设点。一年中,佛山陶企在外省签约投资金额近200亿元,建厂圈地约2万亩。其中江西以其能源、资源以及人才的优势成为吸引陶企资本落户的“吸金地”,作为国内陶瓷产区的后起之秀,其良好的陶瓷工业、文化、人才、资源等基础,使其迅速成为佛山陶企在国内战略转移扩张热点区域。目前佛山几乎所有的中大型陶瓷企业均在江西建立了新的战略生产基地。带来的结果是,全国新崛起了11个陶瓷产区。
供应商信息