欢迎访问河南省永丰模具有限公司的网站
欢迎访问河南省永丰模具有限公司的网站

- 公司名称:河南省永丰模具有限公司
- 联系人:赵经理
- 手机:18837377787
- 公司地址:新乡市宏力大道西贾桥工业区12号
塑料制品注塑加工


- 产品名称:河南专业塑料制品注塑加工加工电话_塑料制品 注塑加工价格相关-河南省永丰模具有限公司
- 产品价格:面议
- 产品数量:10000
- 保质/修期:1
- 保质/修期单位:年
- 更新日期:2021-06-08
产品说明
猫砂盆的形状接近矩形,在相同的空间里,矩形体积比随圆至少多出30%,这意味着在不占用更多空间的前提下,猫砂盆可以多放30%的猫砂,猫砂踏板不仅防止猫砂溅到地板上,更为猫砂盆划分了独立的空间,让一切井井有条。对比市场的老产品,公司设计的猫砂盆更加合理,简单又考究。浴沙盆浴室厕所无臭小宠浴室浴房洗澡沙浴去臭尿沙仓鼠用品浴沙盆经典设计,采用加厚材质,防磨耐咬,防止爱鼠啃咬破坏,边缘光滑,爱护鼠鼠,倾斜踏板,防砂带出。
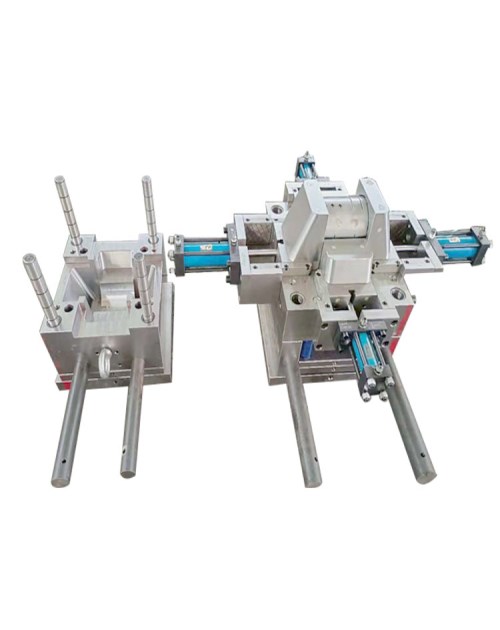
我司集产品构思到产品成形为一体,主要承接塑胶模具产品开发设计、3D快速成形、模具设计与制造、产品注塑、产品表面处理等服务。目前专业性人才达50人,在日本从事模具8年以上技术研究经验3人,采用日本公司管理理念。对毛边控制在30万模以上,根据客户的需求模具寿命可以达到30万、50万、100万、200万、300万以上。尤其对汽车内饰件、座椅、空调系统、滤清器系统、充电装、保险盒、无人机外观件、宠物用品、仪器仪表壳、烘焙食品包装盒、墙体开关等产品的模具研发设计及制造有着丰富的经验.
对比市场的老产品,公司设计的猫砂盆更加合理,简单又考究。浴沙盆浴室厕所无臭小宠浴室浴房洗澡沙浴去臭尿沙仓鼠用品浴沙盆经典设计,采用加厚材质,防磨耐咬,防止爱鼠啃咬破坏,边缘光滑,爱护鼠鼠,倾斜踏板,防砂带出。配带浴砂铲方便清洗,颜色多样,可跟据喜好自由选择!河南省永丰模具有限公司(股票展示代码:204690)成立于2015年9月,位于新乡县合河乡贾桥工业区内!占地5300m2,目前总投资达1500万。

焦作城阳塑料制品注塑加工厂怎么样_模具注塑加工厂-河南省永丰模具有限公司
河南专业塑料制品注塑加工加工电话
pvc塑料制品注塑加工合同范本_模具注塑加工报价-河南省永丰模具有限公司
对比市场的老产品,公司设计的猫砂盆更加合理,简单又考究!浴沙盆浴室厕所无臭小宠浴室浴房洗澡沙浴去臭尿沙仓鼠用品浴沙盆经典设计,采用加厚材质,防磨耐咬,防止爱鼠啃咬破坏,边缘光滑,爱护鼠鼠,倾斜踏板,防砂带出!配带浴砂铲方便清洗,颜色多样,可跟据喜好自由选择!致:各位新老客户我公司为专业模具设计制造、注塑加工的企业,因注塑模具加工行业的特殊性,百度爱采购所展示的产品只是告知有需求的客户,我们有能力可以做这类的定制产品,而具体产品开模与注塑加工的价格,是要根据客户要求、工艺难易度、订单数量等因素核算成本后报价的。
如果您想了解塑料制品注塑加工更多信息,请致电 经理:18837377787,或者您直接到我们公司总部一起交流研讨,地址:新乡市宏力大道西贾桥工业区12号,我们期待您的致电或来访。

中卫市汽车塑料模具多少钱_压铸模具相关-河南省永丰模具有限公司
猫砂盆设计经典,是众多爱猫客户无法忘却的情怀,公司设计考虑猫奴想法,将平常的事物做到不凡,考究,简单却又材质精良尤其是尺寸的设计,选择正确的猫砂盆,其实就是选择正确的尺寸,公司根据猫咪的数量、体型、年龄,设计不同尺寸的猫砂盆供客户选择,即能合理的沙耗和清理猫砂,也能保持养猫空间的清爽舒适。猫砂盆的形状接近矩形,在相同的空间里,矩形体积比随圆至少多出30%,这意味着在不占用更多空间的前提下,猫砂盆可以多放30%的猫砂,猫砂踏板不仅防止猫砂溅到地板上,更为猫砂盆划分了独立的空间,让一切井井有条!
淮安哪有注塑模具加工的
一楼和楼上的不是说的是一家吗,,我也去过的,,服务态度很好的,,老板人也很好的,,我们的模具都是在那做的,,,
注塑加工哪家专业?
辰海高科公司可以啊,他们家做的挺大的,你可以百度下,去他们网站看看,打电话咨询下。
市场上做模具加工的厂家还是挺多的,建议您选择口碑较好的公司。
辰海高科公司我们之前合作过的,他们在技术上是没话说的,专业素养也是可以得到认可的一个公司。
市场上做模具加工的厂家还是挺多的,建议您选择口碑较好的公司。
辰海高科公司我们之前合作过的,他们在技术上是没话说的,专业素养也是可以得到认可的一个公司。
密云有哪些塑料加工厂啊
你可以到全球塑胶网搜索塑料加工厂,全国90%的塑料行业企业都在那有注册。
河北注塑加工哪家专业?
辰海高科公司挺好的,我们一直在跟他们公司合作,他们家的技术很强的,建议您去了解一下。
您好,很高兴为您解答,模具加工厂家很多,建议您选择几家对比一下再做选择。
您好,很高兴为您解答,模具加工厂家很多,建议您选择几家对比一下再做选择。
塑料制品塑料瓶的PET瓶胚注塑时应该注意什么?
塑料制品塑料瓶的PET瓶胚注塑时需要注意熔胶温度,注射速度,背压,滞留时间等因素。
塑料制品塑料瓶的PET瓶胚注塑时需要注意模具及浇口设计,PET瓶胚一般用热流道模具成型,模具与注塑机模板之间需要有隔热板,其厚度为12mm左右,而隔热板一定能承受高压。排气必须充足,以免出现局部过热或碎裂,但其排气的口深度一般不要超过0.03mm,否则容易产生飞边。
塑料制品塑料瓶的PET瓶胚注塑时需要注意塑料的处理,由于PET大分子中含有脂基,具有一定的亲水性,粒料在高温下对水比较敏感,当水份含量超过极限时,在加工中PET分子量下降,制品带色、变脆。困此,在加工前必须对物料进行干燥,其干燥温度为150℃,4小时以上,一般为170℃,3-4小时。可用空射法检验材料是否完全干燥。回收料比例一般不要超过25%,且要把回收料*干燥。也要注意注塑机的选用,PET由于...
塑料制品塑料瓶的PET瓶胚注塑时需要注意塑料的处理,由于PET大分子中含有脂基,具有一定的亲水性,粒料在高温下对水比较敏感,当水份含量超过极限时,在加工中PET分子量下降,制品带色、变脆。困此,在加工前必须对物料进行干燥,其干燥温度为150℃,4小时以上,一般为170℃,3-4小时。可用空射法检验材料是否完全干燥。回收料比例一般不要超过25%,且要把回收料*干燥。也要注意注塑机的选用,PET由于在熔点后稳定的时间短,而熔点又较高,因此需选用温控段较多、塑化时自摩擦生热少的注射系统,并且制品(含水口料)实际重量不能小于机器注射量的2/3。
塑料制品塑料瓶的PET瓶胚注塑时需要注意模具及浇口设计,PET瓶胚一般用热流道模具成型,模具与注塑机模板之间需要有隔热板,其厚度为12mm左右,而隔热板一定能承受高压。排气必须充足,以免出现局部过热或碎裂,但其排气的口深度一般不要超过0.03mm,否则容易产生飞边。
塑料制品塑料瓶的PET瓶胚注塑时需要注意塑料的处理,由于PET大分子中含有脂基,具有一定的亲水性,粒料在高温下对水比较敏感,当水份含量超过极限时,在加工中PET分子量下降,制品带色、变脆。困此,在加工前必须对物料进行干燥,其干燥温度为150℃,4小时以上,一般为170℃,3-4小时。可用空射法检验材料是否完全干燥。回收料比例一般不要超过25%,且要把回收料*干燥。也要注意注塑机的选用,PET由于...
塑料制品塑料瓶的PET瓶胚注塑时需要注意塑料的处理,由于PET大分子中含有脂基,具有一定的亲水性,粒料在高温下对水比较敏感,当水份含量超过极限时,在加工中PET分子量下降,制品带色、变脆。困此,在加工前必须对物料进行干燥,其干燥温度为150℃,4小时以上,一般为170℃,3-4小时。可用空射法检验材料是否完全干燥。回收料比例一般不要超过25%,且要把回收料*干燥。也要注意注塑机的选用,PET由于在熔点后稳定的时间短,而熔点又较高,因此需选用温控段较多、塑化时自摩擦生热少的注射系统,并且制品(含水口料)实际重量不能小于机器注射量的2/3。
“五金产品分类广泛,我国逐步成为世界五金加工大国和出口大国,并且已成为世界五金生产大国之一,拥有广阔的市场和消费潜力。”模具五金是我国五金行业的重要组成部分,“十二五”时期是我国妥善应对国内外发展环境重大变化、加快实现全面建设小康社会目标的关键时期,也是我国模具制造行业健康发展的关键时期,国内外环境不确定因素虽然很多,但我国经济发展仍在高速增长期内,我国模具在国际模具市场上的比较优势仍旧存在,国内模具市场预期也继续看好,模具行业发展呈现大趋势。
供应商信息