欢迎访问焦作欣扬程煤矿设备有限公司的网站
欢迎访问焦作欣扬程煤矿设备有限公司的网站

- 公司名称:焦作欣扬程煤矿设备有限公司
- 联系人:谢文华
- 手机:15893039168
- 公司地址:博爱县产业集聚区(兴园路南段)
立式压力机
- 产品名称:平遥立式压力机_立式压力机出售相关-焦作欣扬程煤矿设备有限公司
- 产品价格:面议
- 产品数量:999
- 保质/修期:1
- 保质/修期单位:年
- 更新日期:2021-02-17
产品说明
压力机的下部都装有锻件顶出装置.螺旋压力机兼有模锻锤、机械压力机等多种锻压机械的作用,能性强,可用于模锻、冲裁、拉深等工艺!此外,螺旋压力机结构简单,制造容易,所以应用广泛。螺旋压力机无固定下死点,对较大的模锻件,可以多次打击成形,可以进行单打、连打和寸动。打击力与工件的变形量有关,变形大时打击力小,变形小(如冷击)时打击力大!在这些方面,它与锻锤相似!但它的打击力通过机架封闭,故工作平稳,振动比锻锤小得多,不需要很大的基础.

开封U型钢制棚机多少钱_U型钢制棚机哪家专业-焦作欣扬程煤矿设备有限公司
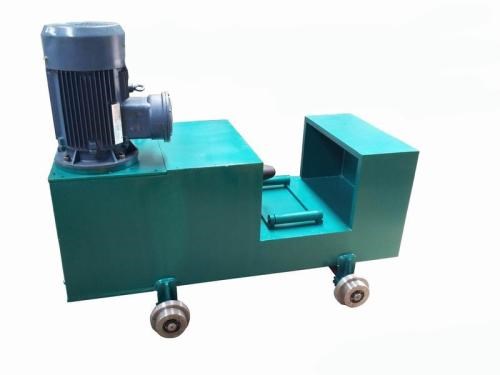
正宗平遥立式压力机
压力机的下部都装有锻件顶出装置!螺旋压力机兼有模锻锤、机械压力机等多种锻压机械的作用,能性强,可用于模锻、冲裁、拉深等工艺。此外,螺旋压力机结构简单,制造容易,所以应用广泛!气动压力机气动压力机是由气液增压缸+工作台+控制逻辑阀组成的压力机.采用气动和液压进行出力.3KG——7KG的气源可达到1吨到100吨的高压出力!产品特点:1、以压缩空气为动源力,操作简单!2、没有油压系统待机所产生的噪音,可节省电力消耗,降低生产成本.
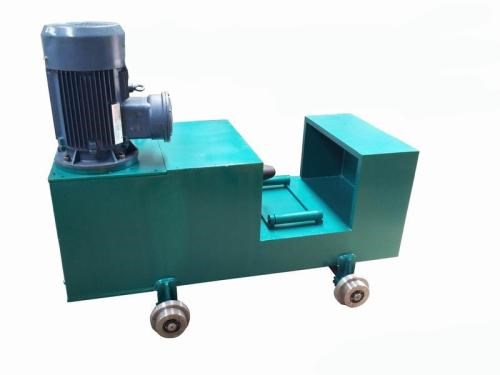
我们推荐平遥立式压力机
安阳单体试验架厂家电话_单体试验架-焦作欣扬程煤矿设备有限公司
平遥立式压力机
工作时,电动机使飞轮加速旋转以储蓄能量,同时通过螺杆、螺母推动滑块向下运动。当滑块接触工件时,飞轮被减速至完全停止,储存的旋转动能转变为冲击能,通过滑块打击工件,使之变形。打击结束后,电动机使飞轮反转,带动滑块上升,回到原始位置.螺旋压力机的规格用公称工作力来表示!曲柄压力机曲柄压力机是一种常用的冷冲压设备,用作冷冲压模具的工作平台!其结构简单,使用方便。按床身结构形式的不同,曲柄压力机可分为开式曲柄压力机或闭式曲柄压力机;按驱动连杆数的不同可分为单点压力机或多点压力机;按滑块数是一个还是两个可分为单动压力机或双动压力机!
压力机由电机经过传动机构带动工作机构,对工件施加工艺力.传动机构为皮带传动、齿轮传动的减速机构;工作机构分螺旋机构、曲柄连杆机构和液压缸!压力机分螺旋压力机、曲柄压力机和液压机三大类!曲柄压力机又称为机械压力机!螺旋压力机无固定下死点,对较大的模锻件,可以多次打击成形,可以进行单打、连打和寸动。打击力与工件的变形量有关,变形大时打击力小,变形小(如冷击)时打击力大!在这些方面,它与锻锤相似!但它的打击力通过机架封闭,故工作平稳,振动比锻锤小得多,不需要很大的基础!
压力机(包括冲床、液压机)是一种结构精巧的通用性压力机!具有用途广泛,生产效率高等特点,压力机可广泛应用于切断、冲孔、落料、弯曲、铆合和成形等工艺。通过对金属坯件施加强大的压力使金属发生塑性变形和断裂来加工成零件.机械压力机工作时由电动机通过三角皮带驱动大皮带轮(通常兼作飞轮),经过齿轮副和离合器带动曲柄滑块机构,使滑块和凸模直线下行。机械压力机在锻压工作完成后滑块程上行,离合器自动脱开,同时曲柄轴上的自动器接通,使滑块停止在上止点附近!
3、利用空油增压原理,达到动力速度快,高出力的要求。4、调整出力简单,只需要调整气动压力,就能达到需要的出力!5、机台结构坚固,操作容易,上下料方便,符合工作效率。6、多功能用途适用于压入、冲孔、铆合、装配、切断等。7、安全的设计,操作舒适,人性化的考量,适合长期作业.8、四柱式门型开放空间设计,可接受特殊规格需求的定制!9、可选配工作台:宽650*深550*高700(mm)螺旋压力机螺旋压力机用螺杆、螺母作为传动机构,并靠螺旋传动将飞轮的正反向回转运动转变为滑块的上下往复运动的锻压机械!
如果您想了解立式压力机更多信息,请致电 文华:15893039168,或者您直接到我们公司总部一起交流研讨,地址:博爱县产业集聚区(兴园路南段),我们期待您的致电或来访。
单边出线,数量为3的倍数。电加热管更换方便、可靠!接线处有保护装置!保温层设置在加热板和底座(或压排)之间,加热板四周有设置保温侧板应选用隔热性能好的材料制作,平面尺寸与加热板相当,厚度不小于20毫米!测量点布置:上板3点;下板6点.加热管外外壳材料为不锈钢,工作电压220V。单边出线,数量为3的倍数!电加热管更换方便、可靠。接线处有保护装置!保温层设置在加热板和底座(或压排)之间,加热板四周有设置保温侧板应选用隔热性能好的材料制作,平面尺寸与加热板相当,厚度不小于20毫米。
双盘磨擦压力机和数控压力机在出砖质量上有什么区别?
双盘磨擦压力机偷锤、漏锤等人为因素多,难以确保工艺参数执行,导致制品质量不稳定。而数控压力机是全自动数字化完全模拟人工打砖工艺,提高制品合格率,大大降低企业生产稳定性成本。希望能帮到你。
曲柄压力机的主要技术参数有哪些?
曲柄压力机,由电动机通过三角皮带驱动大皮带轮(通常兼作飞轮),经过齿轮副和离合器带动曲柄滑块机构,使滑块和凸模直线下行。锻压工作完成后滑块回程上行,离合器自动脱开,同时曲柄轴上的自动器接通,使滑块停止在上止点附近。 机械压力机一般按机身结构型式和应用特点来区分。
按机身结构型式分:有开式和闭式两类。 按应用特点分:有双动拉深压力机、多工位自动压力机、回转头压力机、热模锻压力机和冷挤压机。 一、曲柄压力机主要技术参数: 主要技术参数:应能反映出压力机的工作能力、所能加工工件的尺寸范围、有关生产率等指标 主要技术参数有: (1)标称压力Fg(kN)及标称压力行程sg(mm) 标称压力Fg : 指滑块距下死点某一特定距离(称标称压力行程sg )时滑块允许承受的大作用力。
标称压力角αg : 与标称压力行程对应的曲柄转角定义为标称压力角。 注意:只有在标称压力行程sg内,设备的工作能力才能达到Fg (或称额定压力)值。 标称压力系列:主要取优先数系列,如63、100、160、250、315kN …。
(2)滑块行程s(mm) 指滑块从上死点至下死点所经过的距离,其值为曲柄半径的两倍。通常滑块行程随设备标称压力值的增加而增大;部分压力机行程是可调的。 (3)滑块行程次数n(1/min) 指连续工作方式下滑块每分钟能往返的次数,与曲柄转速对应。
通用压力机设备越小,行程次数越大;高速压力机行程速度是可调的。 (4)大装模高度H(mm)及装模高度调节量ΔH(mm)。 大装模高度H: 指装模调节装置将滑块调节至*上位置时,滑块在下死点时滑块下表面到工作台板(垫板)上表面的距离。
与装模高度并行的标准还有封闭高度,它指滑块在下死点时,滑块下表面与压力机工作台上表面的距离。 模具闭合高度是指模具在低工作位置时,上模座上平面至下模座下平面之间的距离。 理论上介于大装模高度和*小装模高度之间,但实际上需要扣除极限位置。
(5)工作台尺寸 包括工作台平面尺寸和工作台漏料孔尺寸。 (6)模柄孔尺寸 主要针对开式压力机,用于固定上模。 通用曲柄压力机的技术参数可参看相关标准、设备说明书及设备铭牌。 二、曲柄压力机选择: 曲柄压力机的选择:不仅要考虑其力能特性,同时也要考虑其作功特性。
(1)许用负荷曲线图 表明滑块在不同位置时的承载能力,标称点前承载能力达不到标称压力数值,低不小于标称压力值的一半。 (2)曲柄压力机能耗分配 压力机工作的实际能量取自飞轮,对工件变形功A1设计时是以典型冲裁为依据的,其它冲压工艺则应分别考虑。
(3)冲压力的计算:包括冲压力大小和发生时刻,单纯冲裁与复合冲压成形有很大区别。 (4)压力机类型的选择:依据冲压工艺性质、产量、精度要求选择压力机类型。 (5)压力机规格的选择:将冲压力计算图与设备许用负荷图比较,冲压力曲线应全部落在安全区内。
(6)压力机做功校核 若选择的压力机类型与所进行的冲压工艺不对应时(如深拉深、挤压、多工位级进冲压等),应校核设备变形功A1。 (7)装模高度校核:模具闭合高度应在设备装模高度的可调节范围内,上下极限位置处应留5mm余量。
(8)滑块行程校核:拉深时要求滑块行程大于两倍的拉深件高度。 (9)模具安装空间校核:包括工作台面尺寸、模柄孔尺寸以及模座面不宜超出滑块底面(尤其在滑块两侧导轨处)。
按机身结构型式分:有开式和闭式两类。 按应用特点分:有双动拉深压力机、多工位自动压力机、回转头压力机、热模锻压力机和冷挤压机。 一、曲柄压力机主要技术参数: 主要技术参数:应能反映出压力机的工作能力、所能加工工件的尺寸范围、有关生产率等指标 主要技术参数有: (1)标称压力Fg(kN)及标称压力行程sg(mm) 标称压力Fg : 指滑块距下死点某一特定距离(称标称压力行程sg )时滑块允许承受的大作用力。
标称压力角αg : 与标称压力行程对应的曲柄转角定义为标称压力角。 注意:只有在标称压力行程sg内,设备的工作能力才能达到Fg (或称额定压力)值。 标称压力系列:主要取优先数系列,如63、100、160、250、315kN …。
(2)滑块行程s(mm) 指滑块从上死点至下死点所经过的距离,其值为曲柄半径的两倍。通常滑块行程随设备标称压力值的增加而增大;部分压力机行程是可调的。 (3)滑块行程次数n(1/min) 指连续工作方式下滑块每分钟能往返的次数,与曲柄转速对应。
通用压力机设备越小,行程次数越大;高速压力机行程速度是可调的。 (4)大装模高度H(mm)及装模高度调节量ΔH(mm)。 大装模高度H: 指装模调节装置将滑块调节至*上位置时,滑块在下死点时滑块下表面到工作台板(垫板)上表面的距离。
与装模高度并行的标准还有封闭高度,它指滑块在下死点时,滑块下表面与压力机工作台上表面的距离。 模具闭合高度是指模具在低工作位置时,上模座上平面至下模座下平面之间的距离。 理论上介于大装模高度和*小装模高度之间,但实际上需要扣除极限位置。
(5)工作台尺寸 包括工作台平面尺寸和工作台漏料孔尺寸。 (6)模柄孔尺寸 主要针对开式压力机,用于固定上模。 通用曲柄压力机的技术参数可参看相关标准、设备说明书及设备铭牌。 二、曲柄压力机选择: 曲柄压力机的选择:不仅要考虑其力能特性,同时也要考虑其作功特性。
(1)许用负荷曲线图 表明滑块在不同位置时的承载能力,标称点前承载能力达不到标称压力数值,低不小于标称压力值的一半。 (2)曲柄压力机能耗分配 压力机工作的实际能量取自飞轮,对工件变形功A1设计时是以典型冲裁为依据的,其它冲压工艺则应分别考虑。
(3)冲压力的计算:包括冲压力大小和发生时刻,单纯冲裁与复合冲压成形有很大区别。 (4)压力机类型的选择:依据冲压工艺性质、产量、精度要求选择压力机类型。 (5)压力机规格的选择:将冲压力计算图与设备许用负荷图比较,冲压力曲线应全部落在安全区内。
(6)压力机做功校核 若选择的压力机类型与所进行的冲压工艺不对应时(如深拉深、挤压、多工位级进冲压等),应校核设备变形功A1。 (7)装模高度校核:模具闭合高度应在设备装模高度的可调节范围内,上下极限位置处应留5mm余量。
(8)滑块行程校核:拉深时要求滑块行程大于两倍的拉深件高度。 (9)模具安装空间校核:包括工作台面尺寸、模柄孔尺寸以及模座面不宜超出滑块底面(尤其在滑块两侧导轨处)。
第十届制博会以“高新技术与装备制造”为主题,汇聚全球顶尖技术产品,凸显高端特色,倡导绿色科技、节能减排,并举办国家级权威参展展品评奖活动。全球钣金设备制造的主导企业德国通快将展示世界上首款可实现无残料加工的冲裁加工中心Trupunch3000,该产品代表了目前该行业最先进的技术水平,全球著名的三坐标测量仪生产企业蔡司将携全新Accura,Contura G2以及通用型三坐Spectrum闪亮登场,还有日本天田的FOMII系列飞行光路激光切割机等行业领先产品,将中国制博会参展展品的档次与质量推向顶峰。
供应商信息