欢迎访问焦作欣扬程煤矿设备有限公司的网站
欢迎访问焦作欣扬程煤矿设备有限公司的网站

- 公司名称:焦作欣扬程煤矿设备有限公司
- 联系人:谢文华
- 手机:15893039168
- 公司地址:博爱县产业集聚区(兴园路南段)
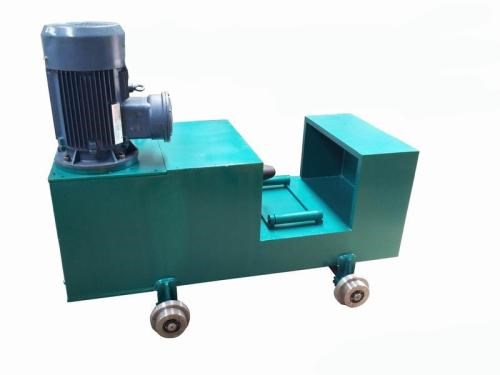
缸柱外圆抛光机


- 产品名称:海北缸柱外圆抛光机生产厂家_抛光机价格-焦作欣扬程煤矿设备有限公司
- 产品价格:面议
- 产品数量:999
- 保质/修期:1
- 保质/修期单位:年
- 更新日期:2021-02-23
产品说明
抛光轮通过抛光轴皮带轮与电机相联做旋转运动,导轮通过减速器、联轴器与电机相联并固定在万向旋转径向进给滑台座上!抛光轮与导向轮之间装置一可横向移动的直线导轨,在导轨上布置2个移动滑块,工件两段固定在移动滑块上,使工件能够在直线导轨上往复移动。当操纵滑台上的进给手柄时,导轮接触工件,工件开始旋转,继续进给接触抛光轮,抛光轮旋转时对工件进行表面磨削加工。同时,工件做轴向移动,从而完成工件的抛光工作!(1)抛光轮电机的选用考虑前道工序车加工后的表面粗糙度及非不锈钢渗锌后的表面杂质,结合抛光轮转速要求(2400r/min),电机选用Y100L-24。
6μm!(2)操作规程1)操作者必须熟悉本设备的结构、性能、操作系统、传动系统、防护装置、润滑部位、电气等基本知识、使用方法;2)上机操作前按规定戴好劳动防护用品,女工必须将头发压入工作帽内,切削时戴好防护眼镜及口罩;3)开车前检查各操纵及按钮位置、各传动部位和防护罩、限位装置应牢固可靠、千叶轮及橡胶轮是否牢固可靠、电气保护接零是否可靠等,按规定部位和油量进行班前润滑加油;4)检查和加油后,操作者开车低速空转3~5min,检查机床运行有无异常声响,各部位润滑情况,润滑油位情况,操纵手柄及按钮是否灵敏,安装在导轨上的限位装置,运动是否正常可靠;5)加工操作时精神要集中,严禁和他人谈话,严禁自动走刀离岗,严禁在防护罩上摆放任何物品,严禁拆除防护罩打磨工件!
改变导向轮的角度以及调节变频器,也可以调整工件的轴向行进速度。安装时,可通过调节导向轮轴线与水平面上的夹角α来改变工件的前进方向及速度。以工件为研究对象进行受力分析,当导向轮轴线与水平面的夹角调整为α时,导向轮的径向与抛光轮的径向之间也为α,可知,当导向轮的速度不变时,导向轮轴线与水平面的夹角α由零不断增大时,sinα值不断增大,工件随支撑架水平移动的速度也随之增大.工作时,工件的中心必须高于导向轮和抛光轮的中心连线,使工件与抛光轮、导轮间的接触点不在工件同一直径上,从而使工件上某些凸起表面在多次转动中能逐次磨圆,避免磨出棱圆形工件!
高品质海北缸柱外圆抛光机生产厂家
0kW。(2)导向轮电机、减速器和变频器的选用导向轮旋转速度较低(0~45r/min),且只一方向旋转,为方便联接采用WXJ8040:1蜗轮减速器,电机选用Y802-40.75kW.考虑工件原始表面质量不一致性较大,故需要控制轴向进给速度。导向轮转速决定工件的轴向移动速度。利用变频器控制导向轮转速(0~45r/min),采用SumitomoAF-3000,1.5kW变频器!(3)直线导轨、滑块的选用考虑抛光加工的稳定性,导轨采用34GCr15的滚动导轨,滑块上配装滚动轴承。
找海北缸柱外圆抛光机生产厂家
如果您想咨询缸柱外圆抛光机更多信息,请致电文华:15893039168;珍惜与每个对缸柱外圆抛光机有需求的企业、个人 能有进一步的交流机会,欢迎各大企业、个人光临公司本部,焦作欣扬程煤矿设备有限公司详细地址:博爱县产业集聚区(兴园路南段)。
海北缸柱外圆抛光机生产厂家

晋城液压校直机价格_液压校直机报价相关-焦作欣扬程煤矿设备有限公司
不准随意拆除限位装置,不准在导轨及工作台上放置多余物品,不准私装多余装置,离开机床时必须停车,时间长时应关闭电源;6)装卡千叶轮以及橡胶轮应牢固可靠,并随时注意有无松动;7)装卡千叶轮后,应拧紧防护罩上的螺栓;8)工作中操作者的头部不允许过于靠近防护罩观察加工情况,安全距离大于200mm;9)应根据工件和千叶轮的外形尺寸,选择适当的进给速度及进给量,严禁快速进给!开始加工工件时,以每次导向轮、工件、千叶轮三者刚接触时的位置为零位,继续摇动手柄,保证径向进给量约为1mm,抛光机操作规程严禁进给量过大,确保千叶轮过渡磨损;10)加工不同材质的工件,导向轮选择不同的转速,加工不锈钢件时,应选择“36”字样的速度;加工渗锌件时,应选择“43”字样的速度;粗抛可调高速度,精抛应相应降低速度;11)工作时,操作者必须站在千叶轮抛光方向侧面,防止千叶轮脱落伤人;工作时,工件在导向轮的作用下停止向前移动,严禁直接用手推动工件;观测工件时,必须先停车,再观测工件;需重复抛光工件时,必须先退刀,使工件脱离千叶轮而又不接触橡胶轮,轻推工件与限位装置一起至开始位置;清理抛光脏物时,一定要用专用工具,加工时抛光脏物堆积过多,应及时停车清理,严禁在机床工作中清理抛光脏物;特点和优点编辑(1)自动进给,有心外圆抛光当抛光轮以转速n1旋转时,工件就有与抛光轮相同的线速度回转的趋势,由于同时受到导向轮摩擦力对工件的制约作用,结果使工件以接近于导向轮线速度(导向轮线速度远低于抛光轮)回转,从而在抛光轮和工件之间形成很大的速度差,由此产生磨削作用!
圆棒抛光机的操作规范有哪些?
抛光机抛光过程中常见的问题处理方法:(1)抛光过度!在日常抛光过程中遇到的蕞大问题就是“抛光过度”,就是指抛光的时间越长,模具外表的质量就越差。发生抛光过度有二种现象:便是“橘皮”和“点蚀”。抛光过度多发生于机械抛光。(2)工件出现“橘皮”的原因!不规则粗糙的外表被称为“橘皮”,发生“橘皮”有许多的原因,蕞常见的原因是因为模具外表过热或渗碳过度而引起,抛光压力过大及抛光时间过长是发生“橘皮”的主要...
抛光机抛光过程中常见的问题处理方法:(1)抛光过度!在日常抛光过程中遇到的蕞大问题就是“抛光过度”,就是指抛光的时间越长,模具外表的质量就越差。发生抛光过度有二种现象:便是“橘皮”和“点蚀”。抛光过度多发生于机械抛光。(2)工件出现“橘皮”的原因!不规则粗糙的外表被称为“橘皮”,发生“橘皮”有许多的原因,蕞常见的原因是因为模具外表过热或渗碳过度而引起,抛光压力过大及抛光时间过长是发生“橘皮”的主要原因。比如:抛光轮抛光,抛光轮发生的热量会很简单造成“橘皮”。较硬的钢材能承受的抛光压力会大一些,相对较软的钢材简单发生抛光过度,研讨证明发生抛光过度的时间会因钢材的硬度不同而有所不同。
小型抛光机进行抛光的时候,如果其工件凹陷的部位不溶解的话,那么其达到的工件的表面平滑的能力就更加的理想,但是实际上,凹陷处只是比工件的凸起的地方所发费的时间要短,其速度要快而已。在抛光过程中,工件的表面变平的同时,总是会改变其工件的尺寸,在这里使工件变平的高度,与所溶掉的工件的厚度的比例这就是表示抛光的效率,其金属的溶解的速度主要决定于小型抛光机抛光的条件,但是这是可以提前确定的。在安装或者是进行...
小型抛光机进行抛光的时候,如果其工件凹陷的部位不溶解的话,那么其达到的工件的表面平滑的能力就更加的理想,但是实际上,凹陷处只是比工件的凸起的地方所发费的时间要短,其速度要快而已。在抛光过程中,工件的表面变平的同时,总是会改变其工件的尺寸,在这里使工件变平的高度,与所溶掉的工件的厚度的比例这就是表示抛光的效率,其金属的溶解的速度主要决定于小型抛光机抛光的条件,但是这是可以提前确定的。在安装或者是进行抛光轮的更换的时候,我们一定要先切断电源,避免出现用电事故。当进行抛光轮的安装或者是进行千叶轮的安装的时候,要对叶片角度的弯曲度进行合理的检查。小型抛光机抛光之后工件光洁度如何?小型抛光机抛光之后表面就会显得很光滑,这主要是由于上面的薄膜可以去除掉工件表面上凸起处的小锯齿形面。当工件上的薄膜钝化的厚度与小锯齿差不多被去掉的时候,所研磨抛光的速度就需要慢慢的减缓。
圆管抛光机安装技术!开启机器后全自动多工位小型外圆抛光机,将工件由少倒多放入抛光桶,工件的多少和重量和工件的体型有及到的关系,所以工件慢慢放入到增加,倒工件旋转减慢,但是不可以工件不动,当工件不动旋转时,抛光出来的产品液将不均匀,抛光时间也会随之不必要的加长。操作要点:抛光前,一定要将工件的表面油垢清理,抛光液是无法去除大量的油垢的,否则工件,抛光针,水,抛光桶将可能发黑。清理抛光针、抛光桶时必须...
圆管抛光机安装技术!开启机器后全自动多工位小型外圆抛光机,将工件由少倒多放入抛光桶,工件的多少和重量和工件的体型有及到的关系,所以工件慢慢放入到增加,倒工件旋转减慢,但是不可以工件不动,当工件不动旋转时,抛光出来的产品液将不均匀,抛光时间也会随之不必要的加长。操作要点:抛光前,一定要将工件的表面油垢清理,抛光液是无法去除大量的油垢的,否则工件,抛光针,水,抛光桶将可能发黑。清理抛光针、抛光桶时必须要使用清洗液。
抛光机抛光过程中常见的问题处理方法:(1)抛光过度!在日常抛光过程中遇到的蕞大问题就是“抛光过度”,就是指抛光的时间越长,模具外表的质量就越差。发生抛光过度有二种现象:便是“橘皮”和“点蚀”。抛光过度多发生于机械抛光。(2)工件出现“橘皮”的原因!不规则粗糙的外表被称为“橘皮”,发生“橘皮”有许多的原因,蕞常见的原因是因为模具外表过热或渗碳过度而引起,抛光压力过大及抛光时间过长是发生“橘皮”的主要原因。比如:抛光轮抛光,抛光轮发生的热量会很简单造成“橘皮”。较硬的钢材能承受的抛光压力会大一些,相对较软的钢材简单发生抛光过度,研讨证明发生抛光过度的时间会因钢材的硬度不同而有所不同。
小型抛光机进行抛光的时候,如果其工件凹陷的部位不溶解的话,那么其达到的工件的表面平滑的能力就更加的理想,但是实际上,凹陷处只是比工件的凸起的地方所发费的时间要短,其速度要快而已。在抛光过程中,工件的表面变平的同时,总是会改变其工件的尺寸,在这里使工件变平的高度,与所溶掉的工件的厚度的比例这就是表示抛光的效率,其金属的溶解的速度主要决定于小型抛光机抛光的条件,但是这是可以提前确定的。在安装或者是进行...
小型抛光机进行抛光的时候,如果其工件凹陷的部位不溶解的话,那么其达到的工件的表面平滑的能力就更加的理想,但是实际上,凹陷处只是比工件的凸起的地方所发费的时间要短,其速度要快而已。在抛光过程中,工件的表面变平的同时,总是会改变其工件的尺寸,在这里使工件变平的高度,与所溶掉的工件的厚度的比例这就是表示抛光的效率,其金属的溶解的速度主要决定于小型抛光机抛光的条件,但是这是可以提前确定的。在安装或者是进行抛光轮的更换的时候,我们一定要先切断电源,避免出现用电事故。当进行抛光轮的安装或者是进行千叶轮的安装的时候,要对叶片角度的弯曲度进行合理的检查。小型抛光机抛光之后工件光洁度如何?小型抛光机抛光之后表面就会显得很光滑,这主要是由于上面的薄膜可以去除掉工件表面上凸起处的小锯齿形面。当工件上的薄膜钝化的厚度与小锯齿差不多被去掉的时候,所研磨抛光的速度就需要慢慢的减缓。
圆管抛光机安装技术!开启机器后全自动多工位小型外圆抛光机,将工件由少倒多放入抛光桶,工件的多少和重量和工件的体型有及到的关系,所以工件慢慢放入到增加,倒工件旋转减慢,但是不可以工件不动,当工件不动旋转时,抛光出来的产品液将不均匀,抛光时间也会随之不必要的加长。操作要点:抛光前,一定要将工件的表面油垢清理,抛光液是无法去除大量的油垢的,否则工件,抛光针,水,抛光桶将可能发黑。清理抛光针、抛光桶时必须...
圆管抛光机安装技术!开启机器后全自动多工位小型外圆抛光机,将工件由少倒多放入抛光桶,工件的多少和重量和工件的体型有及到的关系,所以工件慢慢放入到增加,倒工件旋转减慢,但是不可以工件不动,当工件不动旋转时,抛光出来的产品液将不均匀,抛光时间也会随之不必要的加长。操作要点:抛光前,一定要将工件的表面油垢清理,抛光液是无法去除大量的油垢的,否则工件,抛光针,水,抛光桶将可能发黑。清理抛光针、抛光桶时必须要使用清洗液。
供应商信息