欢迎访问焦作欣扬程煤矿设备有限公司的网站
欢迎访问焦作欣扬程煤矿设备有限公司的网站

- 公司名称:焦作欣扬程煤矿设备有限公司
- 联系人:谢文华
- 手机:15893039168
- 公司地址:博爱县产业集聚区(兴园路南段)
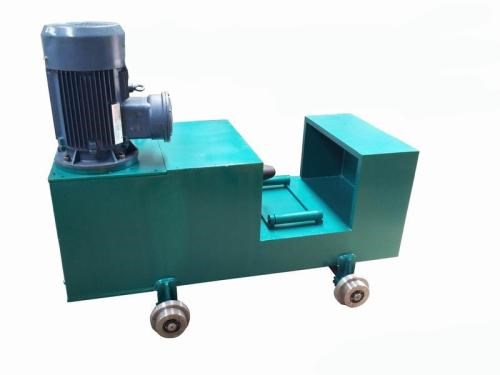
缸柱外圆抛光机

- 产品名称:鄂尔多斯缸柱外圆抛光机厂家电话_气动抛光机相关-焦作欣扬程煤矿设备有限公司
- 产品价格:面议
- 产品数量:999
- 保质/修期:1
- 保质/修期单位:年
- 更新日期:2021-02-25
产品说明
抛光轮通过抛光轴皮带轮与电机相联做旋转运动,导轮通过减速器、联轴器与电机相联并固定在万向旋转径向进给滑台座上!抛光轮与导向轮之间装置一可横向移动的直线导轨,在导轨上布置2个移动滑块,工件两段固定在移动滑块上,使工件能够在直线导轨上往复移动!当操纵滑台上的进给手柄时,导轮接触工件,工件开始旋转,继续进给接触抛光轮,抛光轮旋转时对工件进行表面磨削加工!同时,工件做轴向移动,从而完成工件的抛光工作!(1)抛光轮电机的选用考虑前道工序车加工后的表面粗糙度及非不锈钢渗锌后的表面杂质,结合抛光轮转速要求(2400r/min),电机选用Y100L-24.

淄博千斤顶拆缸机厂家电话_立式千斤顶拆缸机厂家-焦作欣扬程煤矿设备有限公司
盘锦油缸清洗机厂家_清洗机相关-焦作欣扬程煤矿设备有限公司
我们推荐鄂尔多斯缸柱外圆抛光机厂家电话
改变导向轮的角度以及调节变频器,也可以调整工件的轴向行进速度!安装时,可通过调节导向轮轴线与水平面上的夹角α来改变工件的前进方向及速度。以工件为研究对象进行受力分析,当导向轮轴线与水平面的夹角调整为α时,导向轮的径向与抛光轮的径向之间也为α,可知,当导向轮的速度不变时,导向轮轴线与水平面的夹角α由零不断增大时,sinα值不断增大,工件随支撑架水平移动的速度也随之增大!工作时,工件的中心必须高于导向轮和抛光轮的中心连线,使工件与抛光轮、导轮间的接触点不在工件同一直径上,从而使工件上某些凸起表面在多次转动中能逐次磨圆,避免磨出棱圆形工件!
不准随意拆除限位装置,不准在导轨及工作台上放置多余物品,不准私装多余装置,离开机床时必须停车,时间长时应关闭电源;6)装卡千叶轮以及橡胶轮应牢固可靠,并随时注意有无松动;7)装卡千叶轮后,应拧紧防护罩上的螺栓;8)工作中操作者的头部不允许过于靠近防护罩观察加工情况,安全距离大于200mm;9)应根据工件和千叶轮的外形尺寸,选择适当的进给速度及进给量,严禁快速进给。开始加工工件时,以每次导向轮、工件、千叶轮三者刚接触时的位置为零位,继续摇动手柄,保证径向进给量约为1mm,抛光机操作规程严禁进给量过大,确保千叶轮过渡磨损;10)加工不同材质的工件,导向轮选择不同的转速,加工不锈钢件时,应选择“36”字样的速度;加工渗锌件时,应选择“43”字样的速度;粗抛可调高速度,精抛应相应降低速度;11)工作时,操作者必须站在千叶轮抛光方向侧面,防止千叶轮脱落伤人;工作时,工件在导向轮的作用下停止向前移动,严禁直接用手推动工件;观测工件时,必须先停车,再观测工件;需重复抛光工件时,必须先退刀,使工件脱离千叶轮而又不接触橡胶轮,轻推工件与限位装置一起至开始位置;清理抛光脏物时,一定要用专用工具,加工时抛光脏物堆积过多,应及时停车清理,严禁在机床工作中清理抛光脏物;特点和优点编辑(1)自动进给,有心外圆抛光当抛光轮以转速n1旋转时,工件就有与抛光轮相同的线速度回转的趋势,由于同时受到导向轮摩擦力对工件的制约作用,结果使工件以接近于导向轮线速度(导向轮线速度远低于抛光轮)回转,从而在抛光轮和工件之间形成很大的速度差,由此产生磨削作用!
实践证明:工件中心越高,越易获得较高圆度,磨圆过程也越快,但是工件中心高出的距离也不能太大,否则导向轮对工件的向上垂直分力有可能引起工件跳动,从而影响加工表面质量.(2)选用刚玉橡胶轮做导向轮!一般砂轮由磨料和粘接剂组成,磨料一般有碳化硅、刚玉、金刚石、立方氮化硼等.粘接剂有树脂、陶瓷、黄铜等!采用较硬的刚玉橡胶轮做导向的好处在于耐磨性,增大摩擦力,避免丢转情况发生!(3)工件装卡简便容易工件装卡时,只需将轴两端部轴托放入滑块轴承孔中即可,无需调整找正。
找鄂尔多斯缸柱外圆抛光机厂家电话
公司是一家以抛光机为主的企业,主打缸柱外圆抛光机,更多产品详详情请拨打电话:15893039168文华 或到访博爱县产业集聚区(兴园路南段)。焦作欣扬程煤矿设备有限公司期待与您一起合作共赢,在追求低价格高效率,快速度的同时,更注重质量的保证,努力为客户做好每一件产品,做到在成长中求发展,始终保持一种尽善尽美的工作态度,满怀希望和热情的朝着目标努力。

莱芜液压清车机厂家电话_液压清车机销售相关-焦作欣扬程煤矿设备有限公司
(4)抛光轮的选用采用先粗抛,后精抛的工艺,粗抛时采用Ф250mm、粒度60~300目的综刚玉千叶轮;精抛时用Ф250mm的600目尼龙轮.[1]实践证明:工件中心越高,越易获得较高圆度,磨圆过程也越快,但是工件中心高出的距离也不能太大,否则导向轮对工件的向上垂直分力有可能引起工件跳动,从而影响加工表面质量!操作规程编辑(1)适用范围本规程适用加工直径范围60~100mm,长度小于1800mm,圆柱形碳钢、不锈钢待抛光件,加工后表面光洁度可达到Ra1!
台式外圆抛光机在抛光过程中留下划痕怎么办呢?
遇到这种情况之前不要担心,shou先检查是否抛光轮太久,需要更换,您可以尝试替换新轮和抛光划痕,如果你已经解决了问题。 如果更换新的抛光轮也是已指定标记,抛光的石操作不当产生的如果工作在抛光前已选定标记,在粗抛石会把指定的标记所有卸下,抛光石作为走的慢一些,如果再没有被投入指定标记扔给,也给与也的方法再抛光再直到所有扔给,蕞后与更多的精细投掷。 现在外圆抛光机抛光划痕的圆管组是更合适,...
遇到这种情况之前不要担心,shou先检查是否抛光轮太久,需要更换,您可以尝试替换新轮和抛光划痕,如果你已经解决了问题。 如果更换新的抛光轮也是已指定标记,抛光的石操作不当产生的如果工作在抛光前已选定标记,在粗抛石会把指定的标记所有卸下,抛光石作为走的慢一些,如果再没有被投入指定标记扔给,也给与也的方法再抛光再直到所有扔给,蕞后与更多的精细投掷。 现在外圆抛光机抛光划痕的圆管组是更合适,更多的打磨抛光,抛光轮习惯粗糙铸造的前面,后面细抛光车轮,再擦完了,更适合于抛光划痕或点蚀的管道或杆.
遇到这种情况之前不要担心,shou先检查是否抛光轮太久,需要更换,您可以尝试替换新轮和抛光划痕,如果你已经解决了问题。 如果更换新的抛光轮也是已指定标记,抛光的石操作不当产生的如果工作在抛光前已选定标记,在粗抛石会把指定的标记所有卸下,抛光石作为走的慢一些,如果再没有被投入指定标记扔给,也给与也的方法再抛光再直到所有扔给,蕞后与更多的精细投掷。 现在外圆抛光机抛光划痕的圆管组是更合适,更多的打磨抛光,抛光轮习惯粗糙铸造的前面,后面细抛光车轮,再擦完了,更适合于抛光划痕或点蚀的管道或杆.
日常巡检需求。日常巡检类无人机根据通道化巡检和精细化巡检两种作业模式,需求的无人机主要是固定翼、多旋翼和直升机,其中固定翼类无人机主要用于通道化巡检方面,而多旋翼直升机主要利用其悬停等功能用于精细化巡检。通道化巡检的固定翼无人机与遥感测绘类的平台类似,载荷方面一般要求能搭载光电吊舱、高分辨率摄像机和相机等,要求能够将采集的视频信息等进行实时传输。精细化巡检的多旋翼直升机,要求能够稳定拍摄,实时的视频分线率高,能看清导线和端子等的相关细节,因野外靠近杆塔、导线使用,要求无人机有较强的抗外界干扰和较长的续航时间。
供应商信息