 欢迎访问陕西正鑫嘉华模塑有限公司的网站
欢迎访问陕西正鑫嘉华模塑有限公司的网站

- 公司名称:陕西正鑫嘉华模塑有限公司
- 联系人:王超
- 手机:17762237881
- 公司地址:陕西省咸阳市秦都区马泉工业1号厂房
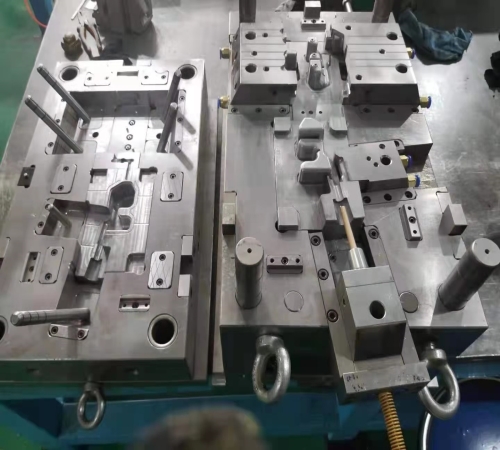
精密塑胶模具研发与制作
- 产品名称:塑胶模具哪家便宜_塑胶注塑模具相关-陕西正鑫嘉华模塑有限公司
- 产品价格:面议
- 产品数量:1
- 保质/修期:1
- 保质/修期单位:年
- 更新日期:2021-04-27
产品说明
一个设计合理的塑料件往往能代替多个传统金属件.工业产品和日用产品塑料化的趋势不断上升.折叠含义模具的一般定义:在工业生产中,用各种压力机和装在压力机上的专用工具,通过压力把金属或非金属材料制出所需形状的零件或制品,这种专用工具统称为模具!注塑过程说明:模具是一种生产塑料制品的工具!它由几组零件部分构成,这个组合内有成型模腔!注塑时,模具装夹在注塑机上,熔融塑料被注入成型模腔内,并在腔内冷却定型,然后上下模分开,经由顶出系统将制品从模腔顶出离开模具,后模具再闭合进行下一次注塑,整个注塑过程是循环进行的。
如果您看到这段话,说明您对我们精密塑胶模具研发与制作感兴趣,不要犹豫,给我们一个机会,也给自己一个机会。 拿起手机来拨打我们的电话。超等待着您的每一次致电:17762237881 让陕西正鑫嘉华模塑有限公司为您服务, 我们在陕西省咸阳市秦都区马泉工业1号厂房这里等您。
折叠分类A!注射成型模--电视机外壳、键盘按钮、电子产品外、电脑周边塑胶产品、玩具、家用品(应用普遍)B!吹气模--饮料瓶C.压缩成型模--电木开关、科学瓷碗碟D!转移成型模--集成电路制品E.挤压成型模--胶水管、塑胶袋F.热成型模--透明成型包装外壳G.旋转成型模--软胶洋娃娃玩具根据浇注系统型制的不同可将模具分为三类:(1)大水口模具:流道及浇口在分模线上,与产品在开模时一起脱模,设计简单,容易加工,成本较低,所以较多人采用大水口系统作业.
塑胶模具哪家便宜

找塑胶模具哪家便宜
(2)压力损耗小!热浇道温度与注塑机射嘴温度相等,避免了原料在浇道内的表面冷凝现象,注射压力损耗小!(3)水口料重复使用会使塑料性能降解,而使用热流道系统没有水口料,可减少原材料的损耗,从而降低产品成本!在型腔中温度及压力均匀,塑件应力小,密度均匀,在较小的注射压力下,较短的成型时间内,注塑出比一般的注塑系统更好的产品!对于透明件、薄件、大型塑件或高要求塑件更能显示其优势,而且能用较小机型生产出较大产品!
(2)细水口模具:流道及浇口不在分模线上,一般直接在产品上,所以要设计多一组水口分模线,设计较为复杂,加工较困难,一般要视产品要求而选用细水口系统!(3)热流道模具:此类模具结构与细水口大体相同,其大区别是流道处于一个或多个有恒温的热流道板及热唧嘴里,无冷料脱模,流道及浇口直接在产品上,所以流道不需要脱模,此系统又称为无水口系统,可节省原材料,适用于原材料较贵、制品要求较高的情况,设计及加工困难,模具成本较高。
5、一般大型冲压模具(如汽车复盖件模具)要考虑机床是否有压边机构,甚至边润滑剂、多工位级进等!除冲压吨位还要考虑冲次、送料装置、机床及模具保护装置!6、上述模具的制造手段及工艺不是每个企业都具备和掌握的!在选择协作厂家时一定要了解它的加工能力,不但看硬件设备,还要结合管理水平、加工经验以及技术力量!7、对同一套模具,不同厂家报价有时有很大差距.你不该付出高于模具价值费用的同时,也不应该少于模具的成本。
塑胶模具的制作原理是什么?
工作原理:工作时,条料沿导料销14、20送至挡料销13处定位,开动压力机,上模随滑块向下运动,具有锋利刃口的冲孔凸模1、落料凹模2与凸凹模16一起穿过条料使制件和冲孔废料与条料分离而完成冲裁工作。滑决带动上模回升时,卸料装置将箍在凸凹模上的条料卸下,推件装置将卡在落料凹模与冲孔凸模之间(即箍在冲孔凸模上)的制件推落在下模面上,而卡在凸凹模内的冲孔废料是在一次次冲裁过程中由冲孔凸模逐次从...
工作原理:工作时,条料沿导料销14、20送至挡料销13处定位,开动压力机,上模随滑块向下运动,具有锋利刃口的冲孔凸模1、落料凹模2与凸凹模16一起穿过条料使制件和冲孔废料与条料分离而完成冲裁工作。滑决带动上模回升时,卸料装置将箍在凸凹模上的条料卸下,推件装置将卡在落料凹模与冲孔凸模之间(即箍在冲孔凸模上)的制件推落在下模面上,而卡在凸凹模内的冲孔废料是在一次次冲裁过程中由冲孔凸模逐次从凸凹模内向下推出的。将推落在下模上面的制件取走后又可进行下一次冲压循环。
工作原理:工作时,条料沿导料销14、20送至挡料销13处定位,开动压力机,上模随滑块向下运动,具有锋利刃口的冲孔凸模1、落料凹模2与凸凹模16一起穿过条料使制件和冲孔废料与条料分离而完成冲裁工作。滑决带动上模回升时,卸料装置将箍在凸凹模上的条料卸下,推件装置将卡在落料凹模与冲孔凸模之间(即箍在冲孔凸模上)的制件推落在下模面上,而卡在凸凹模内的冲孔废料是在一次次冲裁过程中由冲孔凸模逐次从凸凹模内向下推出的。将推落在下模上面的制件取走后又可进行下一次冲压循环。
2010年,东莞市长安镇某塑胶模具有限公司向上述机电设备行购买空压机等设备,空压机的维修保养均由机电设备行派人实施。2012年5月25日,徐某、康某及伍某(另作处理)到模具公司维修机器,并违规使用白电油清洗空压机管道,致使白电油在模具公司三号喷房内雾化与空气混合后因静电积聚而放电,引发爆炸,致十几人受伤及模具公司三楼车间(其中无尘车间约损失150万元)炸毁。事故发生后,伤者被送往医院抢救和治疗。徐某、康某于当日自动投案。
供应商信息
