 欢迎访问陕西正鑫嘉华模塑有限公司的网站
欢迎访问陕西正鑫嘉华模塑有限公司的网站

- 公司名称:陕西正鑫嘉华模塑有限公司
- 联系人:王超
- 手机:17762237881
- 公司地址:陕西省咸阳市秦都区马泉工业1号厂房
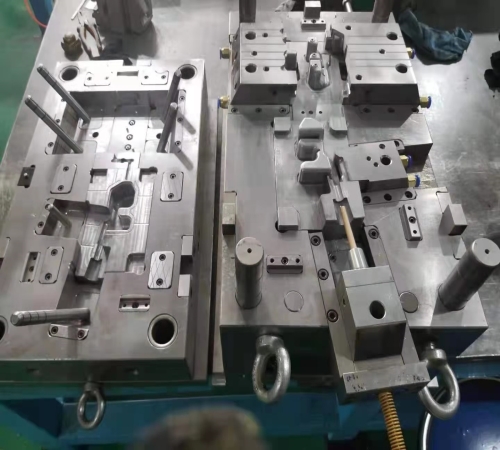
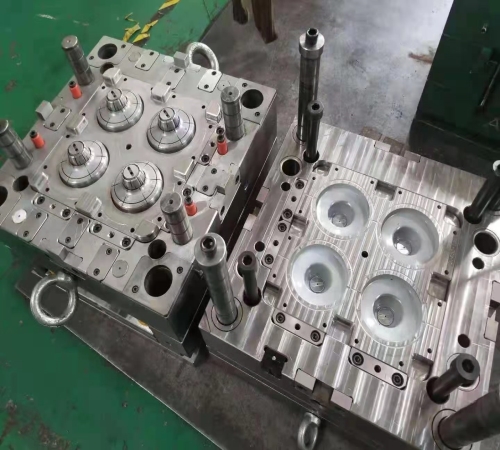
精密塑胶模具研发与制作
- 产品名称:正规塑胶模具生产厂家_口碑好的塑胶模具-陕西正鑫嘉华模塑有限公司
- 产品价格:面议
- 产品数量:1
- 保质/修期:1
- 保质/修期单位:年
- 更新日期:2021-04-27
产品说明
(4)热喷嘴采用标准化、系列化设计,配有各种可供选择的喷嘴头,互换性好!独特设计加工的电加热圈,可达到加热温度均匀,使用寿命长!热流道系统配备热流道板、温控器等,设计精巧,种类多样,使用方便,质量稳定可靠!◆热流道系统应用的不足之处(1)整体模具闭合高度加大,因加装热浇道板等,模具整体高度有所增加!(2)热辐射难以控制,热浇道大的毛病就是浇道的热量损耗,是一个需要解决的重大课题。(3)存在热膨胀,热胀冷缩是我们设计时要考虑的问题!
正规塑胶模具生产厂家

(4)模具制造成本增加,热浇道系统标准配件价格较高,影响热浇道模具的普及。一,有效管理的进行产品数据管理、工艺数据管理、图纸文档管理:进行有效的模具产品数据管理、工艺数据管理、图纸文档管理、可以保证文件图纸版本的一致性;使到图纸能达到有效共享和有效的查询利用.可以建立完整的文件管理计算机数据库,将设计部门积累的设计图纸、散落的、将以前分散、隔离的信息整理集中起来利用,预防由于设计图档,2d、3d混乱,原始、设变、维修版本混乱、3d模型和2d图纸数据的不一致,2d图纸设计的不规范、混乱而造成有问题不易被及时发现和及时纠正,造成模具要修改和返工,甚至作废,增加模具的制造成本,加长模具制造生产周期,影响纳期。
正宗正规塑胶模具生产厂家
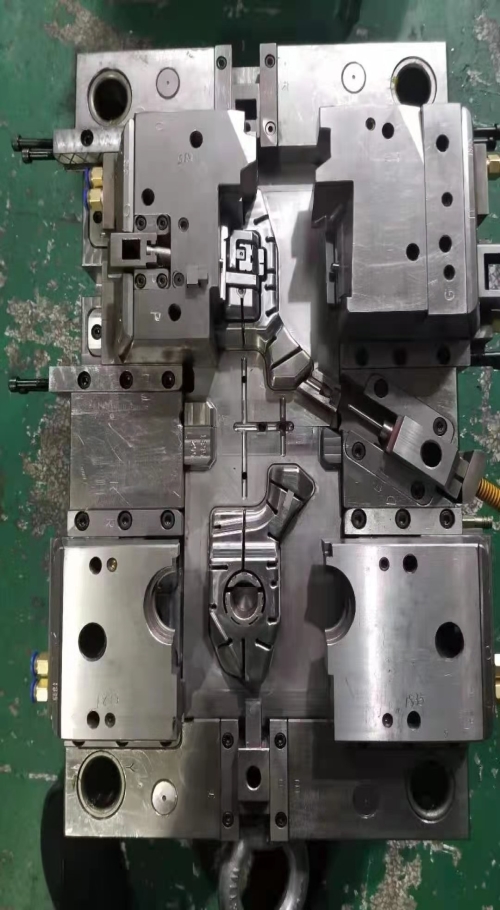
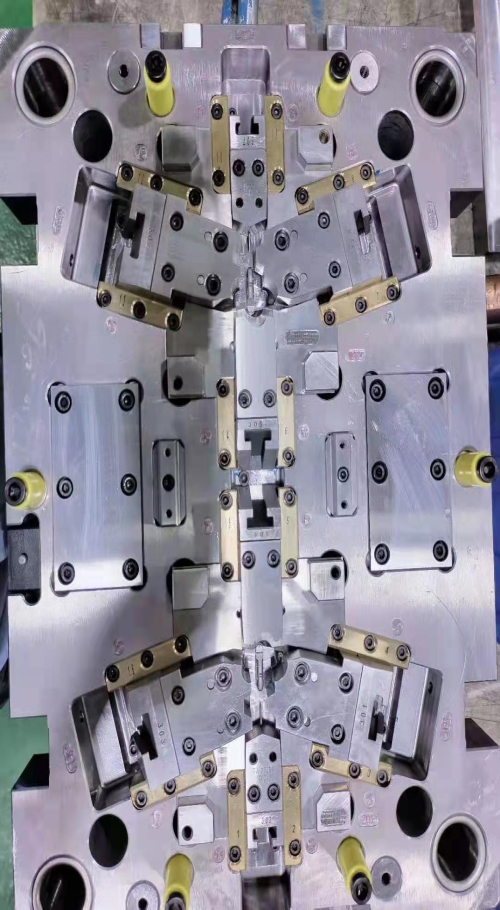
热流道系统,又称热浇道系统,主要由热浇口套,热浇道板,温控电箱构成。我们常见的热流道系统有单点热浇口和多点热浇口二种形式!单点热浇口是用单一热浇口套直接把熔融塑料射入型腔,它适用单一腔单一浇口的塑料模具;多点热浇口是通过热浇道板把熔融料分枝到各分热浇口套中再进入到型腔,它适用于单腔多点入料或多腔模具。◆热流道系统的优势(1)无水口料,不需要后加工,使整个成型过程完全自动化,节省工作时间,提高工作效率!
高品质正规塑胶模具生产厂家
模具厂家像你一样,要在业务中取得合理的利润.订制一套报价低得多的模具会是麻烦的开始!用户须从自身要求出发,三、避免多头协作,尽量塑胶模具制作和制品加工一条龙!1、有了合格的模具(试件合格),不一定能生产出批量的合格产品。这主要与零件的加工机床选型、成形工艺(成形温度、成形时间等)及操作者的技术素质有关系.2、有了好的模具,还要有好的成形加工,是一条龙协作,尽量避免多头协作.如果条件不具备,就要选择一方负责,.
1、模具种类很多,大致可分为!根据零件材料、物理化学性能、机械强度、尺寸精度、表面光洁度、使用寿命、经济性等不同要求,选择不同类型的模具成形.2、精度要求高的模具需要使用高精度的数控机床加工,而且模具材质、成形工艺都有严格要求,还需使用CAD/CAE/CAM模具技术去设计、分析!3、有些零件由于成型时有特殊要求,模具还需使用热流道,气辅成型,氮气缸等先进的工艺!4、制造厂家应具备数控、电火花、线切割机床及数控仿型铣设备,高精度磨床,高精度三座标测量仪,计算机设计及相关软件等!
我们日常生产、生活中所使用到的各种工具和产品,大到机床的底座、机身外壳,小到一个胚头螺丝、纽扣以及各种家用电器的外壳,无不与模具有着密切的关系!模具的形状决定着这些产品的外形,模具的加工质量与精度也就决定着这些产品的质量。因为各种产品的材质、外观、规格及用途的不同,模具分为了铸造模、锻造模、压铸模、冲压模等非塑胶模具,以及塑胶模具.近些年来,随着塑料工业的飞速发展和通用与工程塑料在强度和精度等方面的不断提高,塑料制品的应用范围也在不断扩大,如:家用电器、仪器仪表,建筑器材,汽车工业、日用五金等众多领域,塑料制品所占的比例正迅猛增加!
塑胶模具产品缺陷如何修正呢?
在塑料生产过程中,各种原因造成了产品的不同缺陷,以下是常见的几种产品缺陷和解决方法。(1)变形:产品出模时变形,有模温、料温和产品出模时温度 较高,保压时间不够和残余应力的作用等非设计原因,产品壁厚 薄和收缩不均、浇口位置不当和顶杆位置不当、粘模等是设计时必 须考虑的。
(2)断裂:回料或填料过多、顶杆太小太少、顶速过快、料温 太低、粘模、间隙太小造成的真空态等,有嵌件的嵌件预热不够 也会造成裂痕。少数产品须经退火消除应力。(3)磨损:脱模斜度太小脱模困难、垂直度不行,磨损处有加 工残留,如磨床后在型腔锋角处的毛刺,粗糙度过大等,很容易解 决。
气泡温度太低、太高,壁厚悬殊或过厚,水分过高,含溶剂 或易挥发物,压力过大、排气不畅,注射周期太长造成塑料在料筒 里分解。(4)飞边:锁模压力不及注射压力,模板变形、闭合不紧,温 度过高,芯子型腔间隙太大、位置偏移等。(5)斑纹:塑料过热分解,压力太低,流道、浇口太小和位置 不当,或浇口设计不合理,发生喷射,塑料没有充分干燥。
温度太 低在充模时形成波纹。
(2)断裂:回料或填料过多、顶杆太小太少、顶速过快、料温 太低、粘模、间隙太小造成的真空态等,有嵌件的嵌件预热不够 也会造成裂痕。少数产品须经退火消除应力。(3)磨损:脱模斜度太小脱模困难、垂直度不行,磨损处有加 工残留,如磨床后在型腔锋角处的毛刺,粗糙度过大等,很容易解 决。
气泡温度太低、太高,壁厚悬殊或过厚,水分过高,含溶剂 或易挥发物,压力过大、排气不畅,注射周期太长造成塑料在料筒 里分解。(4)飞边:锁模压力不及注射压力,模板变形、闭合不紧,温 度过高,芯子型腔间隙太大、位置偏移等。(5)斑纹:塑料过热分解,压力太低,流道、浇口太小和位置 不当,或浇口设计不合理,发生喷射,塑料没有充分干燥。
温度太 低在充模时形成波纹。
日前,长春市绿园区西新工业集中区内热闹非凡,共有31个产业项目集体开工,投资总额达42亿元。 西新工业集中区是2006年经省政府批准的省级工业集中区,以汽车零部件制造、汽车改装、汽车物流等企业为主,重点打造汽车零部件制造产业,是长春市重点建设的工业经济集中区域。 本次集体开工的项目,呈现出几个特点。一是项目规模较大。31个项目总投资42亿元,平均单体投资额达1.35亿元以上;二是技术水平先进。汽车热交换器、汽车精密塑胶模具、资源循环化利用、工程机器人等项目,在有些领域已达到国际水平,有的达到了世界领先水平;三是产业集聚程度较高。汽车零部件主导产业项目总投资29.2亿元,投资规模占全部项目的70%。
供应商信息
